Примечание: Для сравнения, индуктор для сталеплавильной печи весом 150 кг согнут из медной трубки с внешним диаметром 40 мм и внутренним диаметром 30 мм. Количество витков – 7, внутренний диаметр витка – 400 мм, высота – также 400 мм. Для работы в нулевом режиме с замкнутым контуром охлаждения дистиллированной водой требуется 15-20 кВт.
Индукционные печи: принцип работы, чертежи, как сделать самому
 265 030 просмотров, 2 комментария
265 030 просмотров, 2 комментария

Автор: Колесников Юрий Федорович, инженер-теплоэнергетик*.
© При использовании материалов сайта (цитат, фотографий) ссылка на источник обязательна.
Индукционная печь была изобретена давно, еще в 1887 году С. Фарранти. Первая коммерческая установка была установлена компанией Benedicks Bultfabrik в 1890 году. Долгое время индукционные печи были экзотикой даже в промышленности, но не из-за высокой стоимости электроэнергии, которая была не дороже, чем сегодня. Процессы, происходящие в индукционных печах, все еще были во многом непонятны, а электронная компонентная база не позволяла разработать эффективные системы управления.
Сегодня область индукционных печей буквально на наших глазах претерпела революцию, в первую очередь благодаря микроконтроллерам, чья вычислительная мощность превышает мощность персонального компьютера десятилетней давности. Во-вторых, благодаря … мобильная связь. Это развитие заставило появиться недорогие транзисторы, способные выдавать несколько кВт мощности на высоких частотах. Они, в свою очередь, были основаны на полупроводниковых гетероструктурах, за исследование которых российский физик Жорж Алферов был удостоен Нобелевской премии.
В конце концов, индукционные плиты не только полностью изменили индустрию, но и широко вошли в повседневную жизнь. Интерес к этой теме привел к созданию множества самодельных продуктов, которые, в принципе, могут быть полезны. Однако большинство авторов проектов и идей (которые описаны в гораздо большем количестве источников, чем жизнеспособные продукты) плохо понимают как основы индукционного нагрева, так и потенциальные опасности плохо сконструированных конструкций. Цель данной статьи – прояснить некоторые из наиболее неясных вопросов. Материал основан на конкретных разработках:
- Промышленная канальная печь для плавки металла и возможность построить такую печь самостоятельно.
- Индукционные тигельные печи, самые простые в изготовлении и самые популярные среди энтузиастов DIY.
- Индукционные водонагреватели, которые быстро вытесняют бойлеры с нагревательными элементами.
- Индукционные плиты, которые конкурируют с газовыми плитами и в некоторых отношениях превосходят микроволновые печи.
Предупреждение: Все рассмотренные приборы основаны на магнитной индукции, создаваемой индукционной катушкой (индуктором), отсюда и название – индукционные. Они могут использоваться только для плавления/нагрева электропроводящих материалов, металлов и т.д. Существуют также емкостные электроиндукционные печи, основанные на электрической индукции в диэлектрике между катушками конденсатора, которые используются для “щадящего” плавления и электротермической обработки пластмасс. Однако они гораздо менее распространены, чем индукционные печи, и поэтому требуют отдельного обсуждения, поэтому мы их пока оставим.
Их функция заключается в защите кожуха печи от вредного воздействия высоких температур. Вторичным эффектом является сохранение тепла, что повышает эффективность процесса.
Краткие характеристики различных типов печей
Виды оборудования
- Индукционные печи Crucible используются для плавки металлов, и их основной принцип, отличающий их от других агрегатов, заключается в отсутствии сердечника.
- Канальные индукционные агрегаты – это тип трансформатора, который имеет стальной наконечник – магнитный диск. Нагрузка питается от вторичной обмотки, состоящей из одной катушки.
- Вакуумные индукционные печи, в которых процесс плавки происходит в полном вакууме, что буквально удаляет из металла все примеси.
- Плавильные тигельные печи – индукторы для плавки весов от 5 до 200 кг с преобразователем на базе транзистора.
Для изготовления устройства необходимо сделать заготовку:
Устройство
Рассматриваемая печь представляет собой разновидность трансформатора, за исключением того, что в ней нет вторичной обмотки, а ее место занимает образец металла, помещенный в индуктор. Он будет проводить ток, но диэлектрики при этом не нагреваются, они остаются холодными.
Конструкция индукционных печей включает индуктор, который состоит из нескольких витков медной трубки, намотанной в виде катушки, внутри которой постоянно движется охлаждающая среда. В индукторе также находится тигель, который может быть изготовлен из графита, стали или других материалов.
Помимо индуктора, печь содержит магнитный сердечник и горн, размещенные в корпусе печи. Она включает в себя:
- Корпус индукционной установки;
- Корпус ванны;
- рама.

В моделях высокой мощности крышка ванны обычно достаточно жесткая, поэтому в этом устройстве нет рамы. Рама должна выдерживать большие усилия наклона всей плиты сауны. Рама обычно состоит из профилированных балок, изготовленных из стали.
Индукционная тигельная печь для плавки металла устанавливается на фундамент, к которому прикреплены кронштейны, а штифты механизма наклона устройства посажены на подшипники.
Корпус ванны изготовлен из листового металла, к которому приварены ребра жесткости.
Крышка индукционного блока служит связующим звеном между печным трансформатором и печью. Он состоит из двух половинок, между которыми находится изолирующая прокладка для уменьшения потерь тока.
Половинки удерживаются вместе винтами, шайбами и втулками. Крышка отливается или сваривается, при выборе материала предпочтение отдается немагнитным сплавам. Двухкамерная индукционная печь оснащена общей крышкой для ванны и индукционного блока.
Маленькие печи, не имеющие системы водяного охлаждения, оснащены системой вентиляции, помогающей отводить избыточное тепло от устройства. Даже если установлен индуктор с водяным охлаждением, отверстие рядом с плитой сауны должно вентилироваться во избежание перегрева.
Современные варочные системы имеют не только водяное охлаждение индуктора, но и водяное охлаждение корпуса. Рама плиты может быть оснащена вентиляторами с приводом от электродвигателя. Если вес такого агрегата значителен, то рядом с топкой устанавливается вентиляционное устройство. Если индукционная печь для производства стали оснащена сменными индукционными блоками, то для каждого из них предусмотрен отдельный вентилятор.
Особого внимания заслуживает механизм опрокидывания, который управляется вручную в случае небольших печей и гидравлически на выходе в случае больших печей. Какой бы механизм опрокидывания ни был установлен, он должен обеспечивать полное опорожнение ванны.
Вода в рабочем индукторе нагревается и закипает, а металл начинает плавиться при достижении соответствующей температуры.
Индукционные печи способны выполнять следующие задачи:
- Плавление металла.
- Термическая обработка металлических деталей.
- Очистка драгоценных металлов.
Эти функции доступны в промышленных печах. Существуют специально разработанные печи для бытового использования и обогрева помещений.
Работа индукционной печи заключается в нагреве материалов за счет использования свойств вихревых токов. Для генерации таких токов используется специальный индуктор, состоящий из индукционной катушки с несколькими витками провода большого сечения.
К индуктору подключен источник переменного тока. В индукторе переменный ток создает магнитное поле, которое изменяется в зависимости от частоты питающей сети и проникает во внутреннее пространство индуктора. Когда материал помещается в индуктор, в индукторе возникают вихревые токи, которые нагревают материал.
Вода в рабочем индукторе нагревается и закипает, а металл начинает плавиться, когда достигает нужной температуры.
Индукционные печи можно разделить на типы:
- Печи с магнитным сердечником.
- Без магнитного сердечника.
Первый тип печей содержит индукционную катушку, заключенную в металл, что создает особый эффект, увеличивающий плотность магнитного поля, в результате чего происходит качественный и быстрый нагрев. В печах без магнитных сердечников индуктор располагается снаружи.
Типы и характеристики печей
Индукционные печи можно разделить на типы, которые имеют свои рабочие характеристики и отличительные особенности. Одни используются для промышленных работ, другие – для домашнего приготовления пищи.
Вакуумные индукционные печи

Вакуумная печь используется для плавки и литья сплавов методом индукционной печи. Он состоит из закрытой камеры, в которой находится тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить идеальные металлургические процессы и производить высококачественные отливки. В настоящее время в вакуумном производстве внедрены новые процессы, начиная с непрерывных схем в вакуумной среде, что позволяет создавать новые продукты и снижать производственные затраты.
Преимущества вакуумной плавки:
- Жидкий металл может храниться в вакууме в течение длительного времени.
- Повышенная дегазация металлов.
- Процессы плавки могут быть перезагружены в печь, а на процессы рафинирования и раскисления можно влиять в любое время.
- Возможность постоянного контроля и регулировки температуры и химического состава сплава в процессе эксплуатации.
- Высокая чистота отливок.
- Быстрый нагрев и быстрое плавление.
- Повышенная однородность сплава благодаря высокому качеству перемешивания.
- Любая форма сырья.
- Экологически чистые и экономичные.
Принцип работы вакуумной печи заключается в расплавлении твердой шихты и рафинировании жидкого металла в вакуумном тигле с помощью высокочастотного индуктора. Вакуум создается путем откачки воздуха. Процесс вакуумной плавки приводит к высокому восстановлению водорода и азота.
Канальные индукционные печи
Индукционная печь с электромагнитным сердечником (канальная печь) широко используется в литейном производстве цветных и черных металлов в качестве дозирующих и смесительных печей.
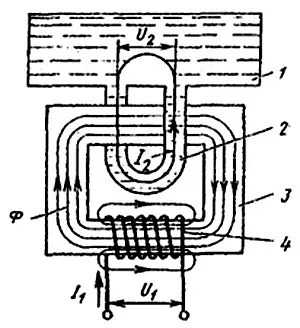
1 – резервуар
2 – воздуховод
3 – магнитный провод
4 – первичная катушка
Переменный магнитный поток течет вдоль магнитной катушки, по окружности канала, в виде кольца жидкого металла. Кольцо индуцирует электрический ток, который нагревает жидкий металл. Магнитный поток создается первичной обмоткой, которая работает на переменном токе.
Для увеличения магнитного потока используется замкнутая магнитная катушка, которая изготавливается из трансформаторной стали. Печное пространство соединено двумя отверстиями с воздуховодом, так что при заполнении печи жидким металлом создается замкнутый контур. Печь не может работать без замкнутого контура. В таких случаях сопротивление цепи велико и в ней протекает небольшой ток, который называют током холостого хода.
Из-за перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале находится в постоянном движении. Поскольку металл в канале нагревается сильнее, чем в ванне печи, металл постоянно поднимается в ванну, из которой выгружается металл с более низкой температурой.
Если металл разряжается ниже допустимой температуры, жидкий металл будет выброшен из канала под действием электродинамической силы. В результате печь самопроизвольно отключится, а электрическая цепь будет разорвана. Чтобы избежать подобных случаев, в печи оставляют определенное количество металла в жидком виде. Это называется болото.
Канальные печи подразделяются на:
- Плавильные печи.
- Миксеры.
- Печи для дозирования.
Миксеры используются для сбора определенного количества жидкого металла, усреднения его химического состава и для приправы. Объем смесителя рассчитывается таким образом, чтобы он как минимум вдвое превышал часовую производительность печи.
Канальные печи делятся на классы в зависимости от расположения каналов:
- Вертикаль.
- Горизонтальный.
В зависимости от формы печи:
- Индукционные печи барабанного типа.
- Цилиндрические индукционные печи.
Печь барабанного типа имеет форму сварного стального цилиндра с двумя стенками на концах. Для вращения печи используются приводные ролики. Для вращения печи необходимо задействовать двухскоростной приводной двигатель с цепной передачей. Двигатель оснащен пластинчатыми тормозами.

На торцевых стенах находится сифон для заливки металла. Имеются отверстия для загрузки добавок и удаления шлака. Имеется также канал для отвода металла. Канальный блок состоит из печного индуктора с V-образными каналами, выполненными в облицовке с помощью шаблонов. Эти шаблоны расплавляются во время первого плавления. Катушка и сердечник охлаждаются воздухом, а корпус блока – водой.
Если канальная печь имеет другую форму, металл выдавливается путем наклона ванны с помощью гидравлических цилиндров. Иногда металл выдавливается под действием избыточного давления газа.
Преимущества канальных печей:
- Низкое потребление энергии благодаря низким потерям тепла через ванну.
- Повышенная электрическая эффективность индуктора.
- Низкие затраты.
Недостатки канальных печей:
- Сложность регулировки химического состава металла, так как наличие жидкого металла, остающегося в печи, создает трудности при переходе от одного состава к другому.
- Низкая скорость движения металла в печи снижает возможности технологии плавки.
Особенности конструкции
Каркас печи изготовлен из листовой низкоуглеродистой стали толщиной от 30 до 70 мм. В нижней части рамы расположены окна с прикрепленными к ним индукционными катушками. Индуктор имеет форму стального корпуса, первичной обмотки, магнитопровода и вкладыша. Его корпус разделен, а части изолированы прокладками, чтобы части корпуса не образовывали замкнутый контур. В противном случае будут возникать вихревые токи.
Магнитопровод изготовлен из специальных электротехнических листов толщиной 0,5 мм. Пластины изолированы для снижения потерь на вихревые токи.
Катушка изготовлена из медного проводника, сечение которого зависит от тока нагрузки и способа охлаждения. При воздушном охлаждении допустимый ток составляет 4 ампера на мм 2 , при водяном охлаждении допустимый ток составляет 20 ампер на мм 2 . Между вкладышем и змеевиком устанавливается водоохлаждаемый экран. Крышка изготовлена из магнитной стали или меди. Для отвода тепла от теплообменника установлен вентилятор. Для получения точных размеров канала используется шаблон. Она выполнена в виде полой стальной отливки. Шаблон помещается в индуктор до заполнения его огнеупорным материалом. Он остается в индукторе, пока футеровка нагревается и сушится.
Для футеровки используются мокрые и сухие огнеупорные массы. Влажные массы используются в качестве наполнителей или заливочных материалов. В случае сложных форм индуктора, когда невозможно уплотнить массу во всем объеме индуктора, используется монолитный бетон.
Индуктор заполняется этой массой и уплотняется с помощью вибраторов. Сухие массы уплотняются с помощью высокочастотных вибраторов, а уплотненные – с помощью пневматических трамбовок. Если печь предназначена для производства чугуна, футеровку делают из оксида магния. Качество футеровки зависит от температуры охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка значений индуктивности и удельного сопротивления. Эти измерения проводятся с помощью контрольно-измерительных приборов.
Электрооборудование печи включает в себя:
- Трансформатор.
- Конденсаторная батарея для компенсации электрических потерь.
- Дроссель для подключения 1-фазного индуктора к 3-фазной сети.
- Панели управления.
- Силовые кабели.
Для нормальной работы печи к источнику питания подключается 10-киловольтный трансформатор, который имеет 10 ступеней напряжения на вторичной обмотке, что позволяет регулировать мощность печи.
Облицовочные материалы содержат:
- 48% сухого кварца.
- 1,8% борной кислоты, просеянной через сито с мелкой ячейкой 0,5 мм.
Смесь облицовочного материала должна быть приготовлена в сухом виде с помощью миксера, а затем просеяна через сито. Приготовленная смесь не должна храниться более 15 часов после приготовления.
Футеровка тигля осуществляется с помощью уплотняющих вибраторов. Электрические вибраторы используются для футеровки больших печей. Вибраторы вставляются в пространство тигля, и масса уплотняется через стенки. Во время уплотнения вибратор перемещается краном и вращается в вертикальной плоскости.
Индукционные печи чайникового типа
Основными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде 8-10 витков. Индуктор может быть выполнен в различных формах.

Этот тип топки является наиболее распространенным. В конструкции печи отсутствует сердечник. Типичная форма печи представляет собой цилиндр, изготовленный из огнеупорного материала. Тигель помещается в полость индуктора. К устройству подводится питание переменного тока.
Преимущества тигельных печей:
- Энергия высвобождается при загрузке материала в печь, поэтому дополнительные нагревательные элементы не нужны.
- Можно достичь высокой однородности многокомпонентных сплавов.
- Реакции восстановления и окисления могут происходить в печи независимо от давления.
- Высокая эффективность печи благодаря повышенной плотности мощности на всех частотах.
- Перерывы в выплавке металла не влияют на эффективность работы, поскольку для предварительного нагрева требуется мало электроэнергии.
- Все настройки могут быть выполнены, управление простое, с возможностью автоматизации.
- Отсутствие локального перегрева, выравнивание температуры по всей ванне.
- Быстрое плавление, в результате чего получаются высококачественные сплавы с хорошей однородностью.
- Экологическая безопасность. Печь не оказывает влияния на внешнюю среду. Процесс плавления также не наносит вреда окружающей среде.
Недостатки тигельных печей:
- Низкая температура шлака, используемого для обработки зеркала расплавленного материала.
- Низкая прочность облицовки при резких колебаниях температуры.
Несмотря на эти недостатки, индукционные печи стали очень популярны в производстве и других областях.
Индукционные плиты для обогрева помещений
Чаще всего индукционную плиту устанавливают на кухне. Основной частью его конструкции является сварочный инвертор. Конструкция плиты обычно сочетается с водонагревательным котлом, что дает возможность обогревать все помещения в здании. Также можно подключить к зданию систему горячего водоснабжения.
Эффективность такого устройства невысока, но зачастую такое оборудование все равно используется для отопления дома.

Конструкция нагревательной части индукционного котла похожа на трансформатор. Внешняя цепь – это тип обмоток трансформатора, которые подключены к сети. Второй внутренний контур – это устройство теплообмена. Именно в нем циркулирует теплоноситель. При подключении питания катушка генерирует переменное магнитное поле. В результате в теплообменнике наводятся токи, которые нагревают его. Металл нагревает теплоноситель, которым обычно является вода.
Тот же принцип используется в бытовых индукционных плитах, где вторичный контур представляет собой емкость из специального материала. Такая плита намного экономичнее обычной из-за отсутствия теплопотерь.
Бойлерные водонагреватели оснащены регулирующими устройствами, которые позволяют поддерживать температуру теплоносителя на определенном уровне.
Электрическое отопление это дорогостоящее предложение. Он не может конкурировать с твердым топливом и газом, дизельным или сжиженным газом. Один из способов снизить расходы – установить теплоаккумулирующий бак и подключать котел в ночное время, так как ночью часто снижаются счета за электроэнергию.
Чтобы решить, стоит ли устанавливать индукционный котел в вашем доме, необходимо проконсультироваться с профессиональным инженером по отоплению. Индукционный котел практически не имеет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычный котел с нагревательными элементами продается готовым к установке, в то время как индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому перед покупкой такого индукционного котла следует провести тщательный экономический расчет и планировку.
Корпуса индукционных печей
Процесс футеровки необходим для защиты корпуса печи от повышенных температур. Он значительно снижает потери тепла и повышает эффективность плавления металла или нагревательного материала.
Кварцит, который является модификацией кремнезема, используется для футеровки. Существуют определенные требования к облицовочным материалам.
Такой материал должен иметь 3 зоны состояния материала:
- Монолитность.
- Буфер.
- Посредник.
Только наличие трех слоев в подкладке способно защитить оболочку плиты. На футеровку негативно влияют неправильная укладка материала, низкое качество материала и суровые условия печи.
Элементы электронных схем и лампы также могут активно нагреваться. Для их охлаждения предусмотрены радиаторы.
Меры предосторожности на рабочем месте
- Основной опасностью при работе с домашней системой является опасность получения ожогов от нагретых компонентов системы и расплавленного металла.
- Схема лампы содержит высоковольтные компоненты, поэтому ее необходимо поместить в закрытую коробку, избегая случайного контакта с компонентами.
- Электромагнитные поля могут воздействовать на объекты за пределами корпуса. Поэтому лучше носить одежду без металлических деталей и держать сложные устройства, такие как телефоны, цифровые камеры, подальше от рабочей зоны.
Бытовая печь для плавки металла может также использоваться для быстрого нагрева металлических деталей, например, при лужении или формовке. Показанные характеристики оборудования могут быть адаптированы к условиям эксплуатации путем изменения параметров индуктора и мощности генератора для достижения максимальной эффективности.
Читайте здесь, как правильно выбрать электрический котел отопления.
Особенности эксплуатации
Как упоминалось выше, в тигельных печах используются высокочастотные источники питания.
Однако бытовые генераторы могут производить высокочастотные вибрации, которые могут быть вредны для здоровья человека.
Поэтому при работе с индукционной печью отвод должен быть расположен вертикально, а перед включением печи на отводе должен быть установлен заземленный экран. При включении печи необходимо следить за процессами, происходящими в тигле, на расстоянии и выключать печь сразу после работы.
При эксплуатации ручной индукционной плиты необходимо
Читайте далее:- Как работает индукционный нагреватель и как он устроен; Школа электротехники: электротехника и электроника.
- 1 Понятие электромагнитного поля и его различные проявления. Материальность – Работа в школе.
- Системы охлаждения. Часть 1.
- Расчет электрической печи: важные моменты проектирования. Методика расчета печи с формулами и допусками.
- Катушка – это катушка. Что такое катушка?.
- Урок 7 Свободные и вынужденные электромагнитные колебания. колебательный контур – физика – 11 класс – Русская электронная школа.
- Марки припоев, состав и свойства, применение: От чего зависит выбор?.