Помимо основных функций, современные сварочные инверторы обладают рядом полезных дополнительных возможностей. К таким особенностям, облегчающим работу с аппаратом и позволяющим получать качественные, надежные и красивые сварочные соединения, относятся форсирование сварочной дуги (быстрый поджиг), антиприлипание электродов, плавная регулировка сварочного тока, наличие системы защиты от перегрузки.
Функция и конструкция сварочного инвертора
Чтобы правильно выбрать сварочное оборудование, необходимо знать конструкцию и принцип работы сварочного инвертора. Хорошо понимая эти вещи, вы сможете не только эффективно использовать инвертор, но и ремонтировать его самостоятельно.

Инверторные сварочные аппараты итальянского производства
4. Высокочастотное выпрямление пониженного напряжения.
Конструкция сварочного инвертора

Сварочные аппараты инверторного типа сегодня стали очень популярными и доступными.
Несмотря на их положительные характеристики, как и любое другое электронное устройство, они иногда ломаются.
Для ремонта инверторного сварочного аппарата необходимо хотя бы поверхностное знание его конструкции и основных функциональных блоков.
В первых двух главах будет описана конструкция инвертора TELWIN Tecnica. TELWIN Tecnica 144-164. В третьем разделе будет представлен пример реального ремонта сварочного инвертора TELWIN Force 165. TELWIN Force 165. Эта информация будет полезна всем новичкам, которые хотели бы научиться самостоятельно ремонтировать инверторные сварочные аппараты.
Письма будут очень многочисленными – пожалуйста, наберитесь терпения.
Сам инверторный сварочный аппарат представляет собой не что иное, как достаточно мощный источник питания. Принцип его работы очень похож на импульсные блоки питания, такие как компьютерные AT и ATX. Вы можете спросить: Насколько они похожи? Это совершенно разные устройства…”. Сходство заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного тока 220 В;
2. Преобразование постоянного напряжения в переменное напряжение высокой частоты;
3. Снижение напряжения высокой частоты;
4. Выпрямление пониженного высокочастотного напряжения.
Это все, так сказать, в двух словах. Такие же преобразования происходят в импульсных источниках питания для ПК.
Вопрос в том, зачем нам нужна вся эта каша (несколько этапов преобразования напряжения и тока)? Вот что это такое.
В прошлом основным компонентом сварочного аппарата был массивный силовой трансформатор. Он снижал переменное напряжение сети и позволял вторичной обмотке выдавать огромные токи (десятки и сотни ампер), необходимые для сварки. Как известно, если уменьшить напряжение вторичной обмотки трансформатора, то можно увеличить ток, который вторичная обмотка может отдать в нагрузку, на тот же коэффициент. Это уменьшает количество витков во вторичной обмотке, но также увеличивает диаметр провода обмотки.
Из-за своей высокой мощности трансформаторы, работающие на частоте 50 Гц (частота сети переменного тока), очень большие и тяжелые.
Для устранения этого недостатка были разработаны инверторные сварочные аппараты. Увеличение рабочей частоты до 60-80 кГц и выше позволило уменьшить размеры и, соответственно, вес трансформатора. Благодаря увеличению рабочей частоты в 4 раза, размер трансформатора уменьшился в 2 раза. Это уменьшает вес сварочного аппарата, а также экономит медь и другие материалы для трансформатора.
Но где взять эти 60-80 кГц, если частота переменного тока в сети составляет всего 50 Гц? Именно здесь в дело вступает схема инвертора, состоящая из мощных ключевых транзисторов, переключающихся на частоте 60-80 кГц. Но чтобы транзисторы работали, им необходимо постоянное напряжение. Это обеспечивается выпрямительной схемой. Напряжение сети выпрямляется эффективным диодным мостом и сглаживается конденсаторами фильтра. В результате на выходе выпрямителя и фильтра появляется постоянное напряжение более 220 В. Это первый этап преобразования.
Это напряжение является источником питания для схемы инвертора. Силовые транзисторы инвертора подключены к понижающему трансформатору. Как уже упоминалось, транзисторы переключаются на огромной частоте 60-80 кГц, поэтому трансформатор также работает на этой частоте. Но, как уже говорилось, работа на высоких частотах требует менее громоздких трансформаторов, потому что частота уже не 50 Гц, а целых 65000 Гц! В результате трансформатор “сжимается” до очень маленького размера, а его мощность такая же, как у его старшего брата, который работает на частоте 50 Гц. Думаю, вы поняли суть.
Вся эта возня с трансформатором привела к тому, что в схеме сварочного аппарата появилось много дополнительных компонентов для стабильной работы устройства. Но хватит теории, давайте перейдем к “мясу”, а точнее к реальному оборудованию и его работе.
Конструкция инверторного сварочного аппарата. Часть 1. Приводное устройство.
Рекомендуется, чтобы конструкция преобразователя соответствовала принципиальной схеме данного преобразователя. Схемы, к сожалению, не TELWIN Force 165 Я не смог найти такую схему, поэтому нахально позаимствовал схему из руководства по ремонту другой машины. TELWIN Tecnica 144-164.. Фотографии машины и ее начинки будут TELWIN Force 165, как оказалось в моем распоряжении. Исходя из анализа схемотехники и элементной базы, различий между этими моделями практически нет, если не принимать во внимание некоторые незначительные детали.
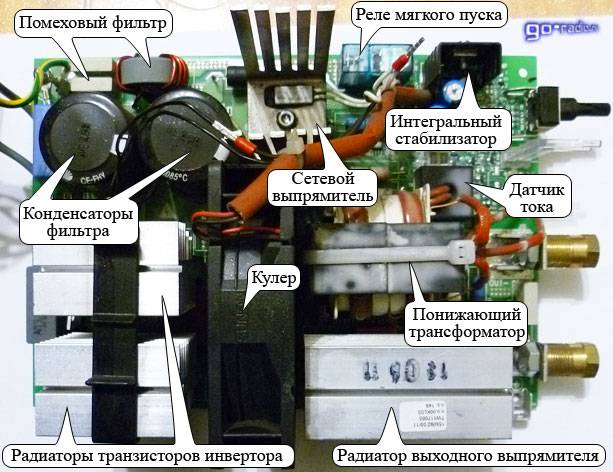
Внешний вид сварочной платы TELWIN Force 165, показывающий расположение некоторых компонентов схемы.
Принципиальная схема инверторного сварочного аппарата TELWIN Tecnica 144-164 состоит из двух основных частей: мощность и управление.
Сначала объясним схему расположения силовой части. Вот диаграмма. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Выпрямитель питания.
Как уже упоминалось, переменный ток 220 В сначала выпрямляется эффективным диодным мостом и фильтруется электролитическими конденсаторами. Это необходимо для того, чтобы переменный ток сети с частотой 50 герц превратился в постоянный. Конденсаторы C21, C22 необходимы для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодного моста. В его основе лежит диодная сборка PD1.
Вы должны знать, что напряжение на конденсаторах фильтра будет выше в 1,41 разачем на выходе диодного моста. Таким образом, если после диодного моста мы получим пульсирующее напряжение 220 В, то на конденсаторах уже будет 310V постоянное напряжение (220 В * 1,41 = 310,2 В). Обычно рабочее напряжение ограничено 250 В (напряжение сети может быть слишком высоким). Тогда на выходе фильтра вы получите целых 350 В. Поэтому рабочее напряжение конденсаторов составляет 400 В, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 компоненты выпрямителя занимают довольно большую площадь (см. фото выше). Диодный мост установлен на охлаждающем радиаторе. Через диодную сборку протекает большой ток, и диоды естественным образом нагреваются. Для защиты диодного моста на радиаторе установлен тепловой предохранитель, который открывается, когда температура радиатора превышает 90°C. Это элемент защиты.
В выпрямителе используются диодные сборки (диодный мост) типа GBPC3508 или аналогичные. Монтаж GBPC3508 рассчитан на прямой ток (I0) – 35А, обратное напряжение (VR) – 800V.

За диодным мостом находятся два электролитических конденсатора (большие бочки) емкостью 680 микрофарад каждый и рабочим напряжением 400 В. Емкость конденсаторов зависит от модели устройства. TELWIN Tecnica 144 – 470μF, TELWIN Tecnica 164 – 680μF. Постоянное напряжение от выпрямителя и фильтра подается на инвертор.
Фильтр помех.
Для предотвращения проникновения в сеть высокочастотных помех, вызванных работой мощного инвертора, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). На английском языке аббревиатура EMC расшифровывается как EMC (Электромагнитная совместимость). Если посмотреть на схему, то фильтр ЭМС состоит из элементов C1, C8, C15 и дросселя на кольцевой катушке T4.

Инвертор.
Схема инвертора основана на так называемой схеме “наклонного моста”. В нем используются два ключевых силовых транзистора. Ключевыми транзисторами в сварочном инверторе могут быть IGBT или MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются транзисторы IGBT (HGTG20N60A4, HGTG30N60A4), а в Telwin Force 165 используются высоковольтные МОП-транзисторы (FCA47N60F). Оба ключевых транзистора установлены на теплоотвод для рассеивания тепла. Изображение одного из двух МОП-транзисторов FCA47N60F на плате TELWIN Force 165.

Давайте еще раз посмотрим на схему и найдем компоненты инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора Т3 на частоте, значительно превышающей частоту сети. Частота переключения может составлять несколько десятков килогерц! В результате получается переменный ток, такой же, как в сети, но с частотой в несколько десятков килогерц и прямоугольной формой.
RC-цепи подавления R46C25, R63C30 используются для защиты транзисторов от опасных скачков напряжения.
Высокочастотный трансформатор T3 используется для понижения напряжения. С помощью транзисторов Q5, Q8 напряжение, поступающее от сетевого выпрямителя, коммутируется через первичную обмотку трансформатора Т3 (обмотка 1-2) (DC+, DC-). Это то же самое напряжение 310 – 350 В постоянного тока, которое было получено на первом этапе преобразования.
Постоянное напряжение преобразуется в переменное напряжение с помощью переключающих транзисторов. Трансформаторы не известны для преобразования постоянного тока. Вторичная обмотка T3 (обмотка 5-6) имеет гораздо более низкое напряжение (около 60-70 вольт), но может выдерживать максимальный ток 120-130 ампер! В этом заключается основная роль трансформатора Т3. Через первичную обмотку протекает малый ток, но высокое напряжение. Вторичная обмотка обеспечивает низкое напряжение, но высокий ток.
Сам трансформатор не очень большой.

Вторичная обмотка состоит из нескольких витков изолированного медного ленточного провода. Сечение провода впечатляет, и неудивительно, что сила тока в обмотке может достигать 130 ампер!
Затем высокочастотный переменный ток выпрямляется от вторичной обмотки импульсного трансформатора с помощью эффективных диодных выпрямителей. Выходы выпрямителя (OUT+, OUT-) используются для выработки необходимого электрического тока. Это необходимо для проведения сварочных работ.
Выход выпрямителя.
Выходной выпрямитель основан на мощных двойных диодах с общим катодом (D32, D33, D34). Эти диоды имеют высокую переходную характеристику, т.е. они могут быстро открываться и так же быстро закрываться. Время восстановления trr < 50 нс (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют высокочастотный переменный ток (десятки килогерц). Обычные выпрямительные диоды не смогли бы этого сделать – они просто не успевали бы вовремя открываться и закрываться, нагревались бы и выходили из строя. Поэтому при ремонте диоды в выходном выпрямителе должны быть заменены на быстродействующие диоды.
В выпрямителе используются двойные диоды следующих марок STTH6003CW, FFH30US30DN, VS-60CPH03 (Мы познакомимся с этими диодами позже). Все эти диоды являются аналогами, рассчитанными на постоянный ток 30 ампер на диод (60 ампер на оба диода) и обратное напряжение 300 вольт. Они устанавливаются на теплоотвод.

Для защиты диодов выпрямителя используется цепочка RC-подавителей R60C32 (см. схему силовой части).
Схема запуска и реализация “мягкого запуска”.
Встроенный регулятор 15 В используется для питания микросхем и компонентов на плате управления. LM7815A.. Он установлен на теплоотвод. Напряжение, питающее регулятор, поступает от основного выпрямителя PD1 через два последовательных резистора R18, R35 (6,8кОм 5Вт). Эти резисторы снижают напряжение и участвуют в запуске схемы.

Напряжение +15 от стабилизатора U3 (LM7815A) поступает на схему управления. Кроме того, когда схема управления и драйвер “расцепляют” мощную схему инвертора, дополнительная вторичная обмотка трансформатора Т3 (обмотка 3-4) вырабатывает напряжение, которое выпрямляется диодом D11.
Напряжение питания подается через диод D9 на интегральный драйвер LM7815A, и теперь схема “питает” сама себя. Это ловкий трюк.
Выпрямленное напряжение за диодом D11 также используется для питания реле RL1, вентилятора охлаждения V1 и сигнального диода D10 (Verde – “Зеленый”). Резисторы R40, R41, R65, R37 подавляют избыточное напряжение. Напряжение питания вентилятора V1 (12 В) мощностью 5 Вт регулируется регулятором D36 мощностью 5 Вт.
Реле RL1 обеспечивает плавный пуск инвертора (“мягкий пуск”). Давайте рассмотрим это подробнее.
При включении сварочного аппарата начинается зарядка электролитических конденсаторов. Первоначально зарядный ток очень высок и может вызвать перегрев и повреждение выпрямительных диодов. Чтобы предотвратить повреждение диодной сборки зарядным током, используется схема ограничения заряда (или “плавный пуск”). Давайте посмотрим на схему.
Основным компонентом схемы плавного пуска является резистор R4 мощностью 8 Вт (8 ватт). Сопротивление резистора составляет 47 Ом. Именно этот резистор отвечает за ограничение зарядного тока в первые моменты после включения.
Когда зарядка конденсаторов завершена и инвертор начинает работать в нормальном режиме, электромагнитное реле RL1 замыкает свои контакты. Контакты реле шунтируют резистор R4, и далее он не участвует в работе цепи, так как весь ток протекает через контакты реле. Таким образом, реализуется плавный пуск.
На плате инвертора TELWIN Force 165 также находятся элементы схемы плавного пуска. Реле RL1 представляет собой электромагнитное реле модели Finder Рабочее напряжение 24 В (параметры контактов реле – 16A 250 В)

Итак, мы узнали, что сварочный инвертор состоит из выпрямителя сети 220 В, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные течения. Но где же мозги этой машины? Кто управляет преобразователем?
Вкратце весь процесс выглядит следующим образом:
Как это работает?
Общее описание работы инвертора очень простое. Внутри него высокочастотный ток преобразуется в определенное значение.

Общий процесс в двух словах выглядит следующим образом
- преобразование переменного тока в постоянный;
- снижение напряжения;
- Создание тока высокой частоты (да, именно здесь он снова становится переменным);
- Снижение частоты, позволяющее значительно увеличить мощность;
- Новое преобразование в постоянную форму электроэнергии;
- Точное регулирование тока до значения, определяемого характеристиками задачи.

Инвертор можно подключить даже к обычному бытовому источнику питания – он обеспечит необходимые параметры.
Что касается работы сварочного полуавтомата, то она организована следующим образом:
- в рабочую зону подается провод;
- поверхность нагревается;
- это тепло вызывает их деформацию;
- газообразная среда обеспечивает достаточную защиту поверхности
- разная полярность на аноде и на металле – что в соответствии с законами физики вызывает электрический разряд
- сами сварщики обеспечивают подачу нужного количества проволоки и достижение оптимальных результатов.

Он отвечает за выпрямление тока и его преобразование. Он состоит из следующих компонентов.
Схема преобразователя частоты
Существует множество компоновочных схем для инверторного сварочного аппарата. Однако только специалист способен понять их без посторонней помощи. Мы не будем упорствовать и представим логическую, то есть упрощенную, схему инвертора.
Если вас интересует принцип работы, используемая технология и функциональность устройства, вы можете прочитать об этом в статье “Инверторы: Принцип работы и преимущества”.
Сварочные выпрямители помимо трансформатора имеют полупроводниковый блок, который создает однонаправленное направление тока. Они могут использоваться для высококачественного соединения металлов, но их эффективность низка. Они очень чувствительны к колебаниям напряжения в сети.
Конструкция сварочного оборудования
Сварочные трансформаторы изготавливаются из стальных листов и сердечников с медными или алюминиевыми обмотками в термостойкой изоляции. Эти устройства являются источниками питания переменного тока. В них используются электроды из низкоуглеродистой и низколегированной стали. Они просты в эксплуатации, недороги и очень надежны. Однако они способны рассеивать выделяемое тепло через воздушный теплообменник для более длительной работы, поэтому они громоздкие и тяжелые, что является недостатком при перемещении.
Сварочные выпрямители, помимо трансформатора, имеют полупроводниковый блок, который создает однонаправленное направление тока. Они могут использоваться для высококачественного склеивания металлов, но их производительность невысока. Также имеется значительная чувствительность к изменениям напряжения в сети.
Инверторы имеют источник питания, подключенный к генератору. Они работают с высокочастотным током, что позволяет получить качественный сварной шов. Эти устройства легкие и компактные. Источник питания – не единственный элемент в конструкции сварочного аппарата. Они только обеспечивают питание дуги и поддерживают ее в постоянно разряженном состоянии.
Операция сварки может быть автоматической или механической, поэтому конструкция также может включать:
- Механизмы перемещения и подачи электродов.
- Текущие кормушки.
- Кассеты.
- Оборудование для подачи флюса.
- Шланги, консоли.
- Коробки управления.
Для плазменной сварки дополнительно требуются: диффузоры, сопла, направляющие и защитные кожухи.
Рассмотрите возможность инверторной сварки. Суть инверторной технологии заключается в выпрямлении переменного сетевого тока в постоянный сварочный ток с косвенным изменением частоты.
Как выбрать сварочный аппарат?
- Сварочные аппараты могут быть трехфазными или однофазными. Для бытового использования вам понадобится устройство на 220 вольт. Вы также можете выбрать универсальный блок 220/380.
- Напряжение холостого хода. Определяет способность устройства к первоначальному и многократному зажиганию электрической дуги, включая поддержание ее горения. Чем выше напряжение холостого хода, тем лучше.
- Ватт. Выбирайте устройство с хотя бы небольшим запасом мощности – около 30%.
- Класс защиты. Сварочный аппарат должен быть стандартизирован и иметь двухзначный код IP, например IP23. Это означает, что предметы толщиной более 12 мм не могут попасть внутрь корпуса. Вторая цифра предназначена для защиты от влаги. Число 3 означает, что вода, даже под углом 60 градусов, не может попасть внутрь корпуса устройства.
- Многие современные устройства оснащены дополнительными опциями: “Anti-Stick on Off”, “Arc Boost” или “Hot Start”. Они помогут вам, особенно если вы начинающий сварщик.
Необычные применения
Сварочный комплект можно использовать в качестве зарядного устройства для автомобильного аккумулятора. Однако следует учитывать, что такое устройство должно иметь регулировку для уменьшения ампер и вольт. Если у вас есть такая машина, необходимо переключить ее в режим пусковой зарядки. Выход должен быть установлен на 12 вольт, а амперы – от 1 до 20 от емкости батареи (если емкость 60A – зарядка 3A).
Заряжайте аккумулятор в течение примерно 40-60 минут. Этого достаточно для запуска двигателя. Точная зарядка требует уменьшения тока вдвое и увеличения времени в 3 раза.
Читайте далее:- Основные параметры выпрямительных диодов; Школа для инженеров-электриков: Электротехника и электроника.
- Шаговые двигатели: свойства и практические схемы управления. Часть 2.
- Расчет понижающего конденсатора.
- Принцип работы транзисторов Мосфета.
- Биполярные транзисторы.
- Выпрямитель тока: переменный ток в постоянный, схема выпрямителя тока.
- Полупроводниковые диоды.