Значения тока и напряжения;
Основные неисправности электромагнитного коммутационного оборудования и их устранение
 Неисправности электромагнитного коммутационного оборудования можно сгруппировать по следующим признакам: место возникновения в проекте, тип и характер возникновения, степень потери работоспособности.
Неисправности электромагнитного коммутационного оборудования можно сгруппировать по следующим признакам: место возникновения в проекте, тип и характер возникновения, степень потери работоспособности.
Тип износа контактов
Контакты коммутационных элементов в процессе эксплуатации подвергаются электрическому и механическому износу.
Электрический износ контактов происходит при замыкании или разрыве цепей и зависит от ряда факторов, основными из которых являются:
тип тока (постоянный или переменный)
ток и напряжение
Характер нагрузки (активная, индуктивная);
Среда, в которой работают контакты;
Продолжительность электрической дуги через контакты;
длительность колебаний контактов и их первая амплитуда при переключении; материал контактов, их микро- и макроструктура; геометрическая форма и размер контактов;
скорость разделения контактов при разъединении.
Механический износ контактов зависит от материала контактов и его физико-механических свойств, условий срабатывания контактов (ударные нагрузки, нагрузки скольжения и т.д.).
Проверка и обслуживание электромагнитных коммутационных устройств (контакторов, пускателей и реле)
Контакторы, пускатели и реле должны проверяться не реже одного раза в 2-3 месяца, очищаться и устраняться неисправности. Частота проверок зависит от условий эксплуатации. Убедитесь, что поверхности изоляции чистые. Для этого контакторы, пускатели и реле необходимо протирать сухой тканью.
Контактные соединения должны быть чистыми и хорошо затянутыми. Очистите соединения стальной щеткой, протрите их тряпкой, смоченной в бензине, смажьте их вазелином и крепко затяните винты.
Степень давления должна соответствовать инструкциям производителя. Небольшое давление приводит к большему нагреву и износу контактов, а чрезмерное давление усиливает вибрацию и гудение.
Износ контактов не должен превышать 70% от первоначальной толщины. Если износ неравномерный, переставьте контакты.
Периодически проверяйте механическую блокировку реверсивных контактов электромагнитного пускателя. Проверяйте механическую блокировку не реже чем через каждые 1 млн. циклов переключения и регулируйте ее в соответствии с заводскими инструкциями.

Ремонт электромагнитных коммутационных устройств
Используйте заводские чертежи для определения формы контактов. Изношенные серебряные контакты заменяются новыми запасными контактами.
Торцевое давление измеряется при включенном электрическом аппарате с помощью динамометра и полоски бумаги, помещенной между подвижным и неподвижным контактами. Окончательное значение давления будет показано динамометром, когда бумага начнет свободно выходить из замкнутых контактов.
Начальное давление измеряется таким же образом, но при отключенной катушке контактора, пускателя или реле. Начальное давление создается пружиной аппарата в точке первого контакта.
Контактное давление регулируется путем сжатия или ослабления контактной пружины. Пружина не должна быть установлена в таком положении, чтобы между витками не было зазора. Если пружина не может быть сжата так, как требуется, ее следует заменить.
Расстояние между контактами и зазор между ними должны соответствовать заводской спецификации. Раствор между контактами обеспечивает гашение дуги, а погружение необходимо для надежного замыкания контактов электрического устройства.

Якорь и сердечник
Контакт между якорем и сердечником должен быть достаточно плотным, чтобы предотвратить сколы и перегрев катушки. Если соединение неудовлетворительное, контактные поверхности следует зашлифовать на месте. Соединение между якорем и сердечником контактора или пускателя проверяется путем ручного замыкания контактов с помощью куска папиросной бумаги и листа кальки, помещенного между ними. Прилегание считается удовлетворительным, если полученный отпечаток составляет не менее 70% от площади поперечного сечения сердечника.
При определении характера повреждения катушек контакторов, пускателей и реле следует обращать внимание на состояние каркаса, обрыв и замыкание катушек. Если обмотка разомкнута, катушка не развивает тягу и не потребляет ток. Короткозамкнутые обмотки характеризуются чрезмерным нагревом катушки и снижением ее тягового усилия.
Изготовленная катушка покрывается внешней изоляцией из хлопчатобумажной ленты или лакированной ткани. Затем змеевик сушат, покрывают лаком, обжигают и наносят эмаль.
Перед установкой катушки в аппарат следует проверить ее целостность и отсутствие короткого замыкания.
Если в катушке произошло короткое замыкание, неисправную катушку необходимо заменить новой. Не допускается изменение материала, сечения или длины катушки, так как это приведет к повышенному гудению контактора и сильному нагреву катушки.
Обгоревшие и деформированные стенки дугогасительной камеры должны быть заменены на новые.
Причины выхода из строя контакторов, пускателей и реле
Отказы отдельных функциональных узлов оборудования являются результатом различных необратимых процессов. Эти процессы вызываются совместным действием большого количества случайных факторов, поэтому сбои обычно носят случайный характер.
Основными причинами короткого замыкания и обрыва в катушках контакторов, пускателей и реле обычно считаются механические удары, тепловые и электрические напряжения, приводящие к повреждению контактов и проводов обмотки, электрические переходные процессы при отключении и включении напряжения, питающего обмотки, вызывающие перенапряжения и пробой изоляции, длительные токи, превышающие номинальный ток, пробой изоляции, вызванный электролизом, короткие замыкания в обмотках.
Типичными причинами внезапных отказов механических компонентов электромагнитных коммутационных аппаратов являются необратимые деформации и поломки отдельных деталей, например, короткое замыкание обмоток, пластмассовых элементов корпуса и траверс, ослабление крепежа, несоосность, заедание и заклинивание подвижной исполнительной системы аппарата.
Внезапные отказы контактов в электромагнитных коммутационных устройствах можно разделить на “контакт не замыкается”, “контакт не размыкается” и “отказы”.
Прогрессирующие отказы контактов вызваны износом и старением отдельных функциональных узлов и деталей контакторов, пускателей и электромагнитных реле.
Тип повреждения контактов зависит от величины и типа нагрузки. В цепях постоянного тока с нагрузкой более долей ампера преобладают отказы типа “контакт не замыкается”. В сильноточных цепях, где часто возникают мосты и дуги, преобладают отказы типа “нарушение контакта”.
Если вам понравилась эта статья, пожалуйста, поделитесь ею в социальных сетях. Это поможет нашему сайту развиваться!
Все детали очищаются от грязи, разбираются и осматриваются. Дефектные детали ремонтируются или заменяются, а вышедший из строя клапан разбирается и ремонтируется. Трещины в дуговой трубе вырезаются и завариваются газом. Профиль рога проверяется с помощью измерительного прибора. Рог сварен из латуни и обработан путем сверки профиля с шаблоном. Допускается восстановление рога по всей длине путем пайки медно-вольфрамовыми наконечниками MB-70. При этом устраняется любая несоосность в контактной системе.
Ремонт отдельных контакторов
Общая информация. В отработанных контакторах изнашиваются рабочие поверхности и детали подвижной системы, нарушается изоляция стоек и катушек, выгорают стенки дугозащитных камер, обрываются проводники гибких шунтов и проводов, ослабевают или ломаются пружины, нарушается работа привода и основные параметры контакторов.
Снятые с локомотива контакторы очищаются от грязи, продуваются сжатым воздухом и отправляются на устранение неисправностей и ремонт. Ремонт нескольких частей контактора описан в предыдущем разделе. Ниже описана общая процедура ремонта электропневматических и электромагнитных контакторов и особенности ремонта и регулировки для каждого типа контакторов.
Электропневматические контакторы. Ремонт контакторов в ТР-3 осуществляется с полной разборкой. С контактора снимаем дуговую камеру, блоки блокировки с ручкой и рычагом, изоляционную штангу, верхний и нижний кронштейны и пневматический привод.
Все детали очищаются от грязи, разбираются и осматриваются. Поврежденные детали ремонтируются или заменяются, поврежденный клапан разбирается и ремонтируется. Трещины в закалочной трубе вырезаются и завариваются с помощью газовой сварки. Профиль рога проверяется с помощью специального измерительного прибора. Места пережога и трещины, искажающие профиль рога, завариваются латунью и обрабатываются путем осмотра профиля с помощью шаблона. Допускается восстановление угла по всей длине путем пайки медно-вольфрамовыми наконечниками MB-70. Устраняется любое смещение в контактной системе.
Электропневматические контакторы с толщиной пятки менее 5 мм и контакторы PK-96- PK-101 с толщиной ламината менее 0,5 мм подлежат замене. Если износ меньше, их следует отремонтировать.
Если контакты не нуждаются в ремонте, но имеют следы ожогов, очистите их бархатным или личным напильником, стараясь снять как можно меньше металла и не изменить профиль контактов. После зачистки протрите контакты тканью. Контакты не должны быть смазаны.
Проверьте соответствие пружин контактора характеристикам. Так, пружина размыкания контактора ПК-21 при нагрузке 60 Н должна иметь длину 146 ± 4 мм, а при нагрузке 200 Н – 98 ± 6 мм, при этом длина захода должна составлять 60 ± 2 мм при нагрузке 20 Н и 46 ± 3 мм при нагрузке 90 Н. Пружины, не отвечающие этим требованиям, подлежат замене.
Закалочные катушки с переплавленными витками в местах, превышающих 3% площади их поперечного сечения, обновляют наплавкой меди, заклепочные соединения концов катушек спаивают припоем ПИК-45. В случае короткого замыкания катушки раздвигают и опускают в пропиточный лак с миканитовой пылью.
В практике ремонта были случаи пробоя изоляции между витками дугогасительной катушки и ее сердечником. Поэтому при разборке контактора необходимо проверить состояние изоляционной втулки путем внешнего визуального осмотра и измерения ее сопротивления. Если на гильзе видны следы горения, повреждения или сопротивление составляет менее 10 мегаом, ее необходимо заменить.
Дугогасительные камеры должны свободно выниматься и вставляться, а полюса должны касаться сердечников дугогасительных катушек. Стенки камеры и перегородки с трещинами и прогарами глубиной более 1/4 толщины стенки должны быть заменены или отремонтированы, если толщина меньше.
При необходимости пневмоцилиндр снимается и ремонтируется. После сборки убедитесь в отсутствии утечек воздуха и запустите привод путем многократного ручного включения электромагнитного клапана в течение 1-2 мин.
Проверьте линии контактов и горизонтальное смещение контактов питания и блокировки. Если длина контактной линии блокировочных контактов недостаточна, выполните взаимную притирку штифтов 3 (рис. 5.11) к медным сегментам 4. Если вспомогательные контакты больше не притираются в соответствии с требованиями, замените их. Контактное давление регулируется путем отклонения рукояток 1 изоляционных колодок пальцами 2. Контактные пластины, износ которых превышает 1 мм, и пальцы, износ которых достигает половины их толщины, подлежат замене.
Износ контактных площадок глубиной до 1 мм может быть устранен с помощью личного напильника. Если износ более глубокий, колодки можно оснастить вставками из клепаного волокна.
Места механических повреждений изоляции зачищаются и покрываются эмалью ГФ-92-ХК. Перепаяйте поврежденные клеммы, отремонтируйте или замените поврежденные шунты и провода, замените поврежденные крепежные элементы и пружины, которые треснули, сломались или потеряли гибкость.
Соберите контактор в порядке, обратном порядку разборки. Установите и закрепите подвижные и неподвижные держатели контактов на изолирующей штанге. Установите пневматический привод и соедините его с подвижным контактным рычагом. Установите электромагнитный клапан и запорное устройство. Исключите возможное ослабление рычажной системы и опрокидывание блокирующего устройства. Проверьте работу пневматического цилиндра, убедитесь в отсутствии заедания или утечки воздуха при давлении воздуха 675 кПа (6,75 кгс/см2 ).
Регулировка устройства осуществляется на подставке. Проверьте раствор силового контакта с помощью транспортира. При необходимости отрегулируйте его, передвинув скобы на изолирующей штанге. Одновременно контролируется взаимное боковое смещение контактов (не более 2 мм) и длина их контактных линий (не менее 80% от их ширины).
Контакторы PKU-2 и PK-306 имеют двухпозиционную систему. Они должны иметь строгую возможность одновременного отключения. Соотношение контактов PKU и дополнительных контактов должно быть 6,5 – 5.
В контакторе ПК-306 регулировка шунтирования может быть выполнена путем оснащения тяги (между внутренним рычагом цилиндра и поршнем) втулками соответствующей длины.
Измерьте давление на контакты. Начальное давление регулируется путем замены притирочной пружины на пружину с соответствующей характеристикой, а конечное давление – путем регулировки натяжения спусковой пружины при давлении сжатого воздуха 500 кПа (5 кгс/см2 ).
Допустимые значения основных параметров для некоторых типов контакторов приведены в таблице 6.
Проверьте работу контактора при более низком напряжении (30 или 50 В) и давлении воздуха (350 кПа или 3,5 кгс/см2 ). Все подвижные части выключателя питания должны двигаться свободно и без заеданий.
Убедившись, что контактор работает правильно, на него устанавливается камера пожаротушения. Убедитесь, что полюса камеры находятся в контакте с сердечником катушки, зазор между подвижным контактом и стенками камеры составляет не менее 1 мм, а зазор между витками катушки и держателем – не менее 2 мм. Запорное устройство должно надежно удерживать камеру.
Снимите дугогасительную катушку, предварительно ослабив ее провода.
Катушка контактора может выйти из строя из-за
- Неправильный выбор управляющего напряжения для контактора. Данные управляющего напряжения выбиты на корпусе контактора (спереди). Eaton
и спереди на
Раде Конкар
).

-
- Напряжение катушки (управляющее напряжение) для соответствующей частоты должно находиться в диапазоне, указанном в техническом паспорте контактора.
-
- Например, для контакторов
Раде Конкар
Диапазон составляет 0,85…1,1Un, при непрерывном напряжении >1,1Un катушка гарантированно сгорит. Решением может быть использование стабилизирующих устройств и реле для контроля сетевого напряжения.
сделанный
Eaton
.

- Проблему старения изоляции катушек можно легко решить, эксплуатируя контакторы в диапазоне рабочих температур в соответствии с документацией на изделие. Старение изоляции напрямую зависит от рабочей температуры. Установка устройств климат-контроля в шкафах или панелях, где установлены контакторы (или перенос панелей управления из помещений с высокой температурой на стадии проектирования), решает эту проблему.
Наконец, чтобы не столкнуться с банальным дефектом катушки, используйте продукцию производителей с безупречной репутацией и качеством (аккредитованная лаборатория, сертификация ISO 9001, многолетний опыт работы и положительные отзывы).
Проверьте состояние валов и втулок в шарнирах и отрегулируйте зазоры в шарнирах, заменив валы или втулки.
Неисправности электромагнитного контактора, их причины и предотвращение
Основной причиной является частое нарушение контактов, что приводит к возникновению электрической дуги между контактами. Это приводит к выгоранию и переплавлению контактных поверхностей, выгоранию изолирующих стержней и изоляторов, опор дугогасительных горнов, перегородок дугогасительных камер и уменьшению толщины их стенок.
Гибкие жилы и шунтирующие провода разрываются, пружины ослабевают и ломаются, нарушается работа пневмопривода и регулирование параметров главного контактора. Способы предотвращения выхода из строя электропневматических контакторов:
Во время ТР-3 электропневматические контакторы полностью демонтируются. Проверяется и очищается дугогасительная камера и углы контакторов. Толщина стенки дугогасительной камеры измеряется в зоне дуги. Обращается внимание на состояние дугогасительных катушек и их выводов. При разомкнутых контактах проверяется раствор и предварительное давление на контакты. Угол, регулирующий погружение и конечное давление, в закрытом положении при давлении сжатого воздуха в приводе 0,5 МПа (5 кгс/см). Давление измеряется динамометром при касании полоски тонкой бумаги.
Растворение и погружение силовых контактов аппарата регулируется во время сборки путем перемещения подвижных и неподвижных контактных скоб относительно друг друга. Измерение линии контакта силовых контактов производится путем отпечатывания на бумаге. После установки новых контактов контактор проверяется и, при необходимости, регулируется. Контактный блок не требует специального ухода или регулировки. Контактное давление периодически проверяется. Регулировка осуществляется путем вставки штифтов. Пневматический привод проверяется на герметичность. При осмотре привода используются специальные инструменты для установки резиновых втулок на поршень.
Проверяется состояние силовых (главных) и дугогасительных контактов; если контакты изношены сверх установленных норм, они заменяются. Профиль медных силовых контактов восстановлен. Линия контакта должна составлять не менее 75% от ширины контакта.
Проверяются подвижные и неподвижные контактные кронштейны и подвижный рычаг с держателем главного контакта. Если обнаружены трещины, их срезают и заваривают газом. Проверяется состояние дугогасительных катушек и их выводов; при обнаружении отсутствия припоя, трещин, оплавленной и прожженной изоляции, недостаточного расстояния между катушками – катушки должны быть отремонтированы.
Изоляционные шины не должны иметь трещин, повреждений изоляции. Проверьте состояние изоляционных прокладок. Поврежденная изоляция должна быть отремонтирована в соответствии с утвержденными технологическими процессами или опоры должны быть заменены. Стеллажи со следами вспышки дуги очищаются и окрашиваются изоляционной эмалью.
Проверяется состояние валов и втулок шарнирных соединений, зазоры в шарнирных соединениях доводятся до нормы путем замены валов или втулок.
Проверяются медные замки сегментов, спиливается износ на глубину 1 мм и корректируется люфт рычажной системы.
Камеры закалки дуги демонтируются, стены и перегородки очищаются, поврежденные камеры ремонтируются. Толщина стенок и перегородок должна соответствовать допускам и нормам износа. После ремонта и сборки контакторы должны отвечать следующим требованиям: переключение контакторов при давлении воздуха 0. 5 кПа (5 кг/см) должно быть четким, без рывков и затирания с притиркой контактов; раствор, повреждения, смещение и нажатие силовых и блок-контактов должны соответствовать чертежам технических данных контакторов и нормам допусков и износа; между подвижными частями контакторов и дугогасительной камерой должен быть зазор не менее 1 мм между витками магнитной катушки (дугогасительной) и неподвижными контактными опорами должен быть зазор не менее 2 мм; полюса дугогасительной камеры должны свободно сниматься и вставляться и иметь оперативные фиксаторы; раствор вилки для уголка дугогасительной камеры должен соответствовать требованиям чертежа (7-9 мм); люфт рычажной системы, измеренный у подвижного контакта, не должен превышать значений, предусмотренных нормами допусков и износа.
– иметь достаточное рабочее пространство, чтобы рабочие могли выполнять все движения и перемещения во время ремонта;
Технические характеристики электромагнитного контактора и возможные неисправности
| Раздел | Транспорт |
| Тип | курсовая работа |
| Язык | Русский |
| Дата добавления | 21.02.2014 |
| Размер файла | 172,0 K |
Отправить свою хорошую работу в базу знаний очень просто. Воспользуйтесь приведенной ниже формой
Студенты, аспиранты, молодые исследователи, которые используют эту базу знаний в своих исследованиях и работе, будут очень благодарны.
Доступно на сайте http://www.allbest.ru/
Электрическая аппаратура тепловозов предназначена для дистанционного или автоматического управления агрегатами тепловоза (дизелем, тяговым генератором, вспомогательными машинами и т.д.), контроля их работы и защиты от несанкционированного режима работы, а также для освещения, подачи световых и звуковых сигналов и т.д.
Дизельное электрооборудование, как и другое оборудование, работает в очень сложных условиях, подвергаясь ударам, загрязнениям и воздействию внешних температур, изменяющихся в широком диапазоне. Отказ даже одного небольшого устройства может привести к остановке работы всего локомотива. Поэтому конструкция аппаратов обеспечивает их высокую надежность, а детали окрашены стойкими эмалями или покрыты оловом (луженые) и оцинкованы для защиты от коррозии. Самые точные и чувствительные аппараты установлены на амортизаторах и закрыты защитными кожухами. Во время работы необходимо тщательно следить за состоянием электрооборудования. Опыт эксплуатации тепловозов показал, что при рациональной конструкции, правильном обслуживании и ремонте эти устройства служат очень надежно. Одним из самых простых способов управления электрической цепью является ее размыкание и замыкание. Например, когда нужно включить электрическую лампочку, мы замыкаем ее электрическую цепь с помощью выключателя. Когда свет больше не нужен, мы просто размыкаем цепь выключателем, и лампа гаснет. Операции размыкания или замыкания электрических цепей, коммутации проводов или изменения направления тока называются коммутационными операциями, а устройства, выполняющие эти операции, – коммутационными аппаратами.
1 Характеристики электромагнитного контактора и возможные неисправности
1.1 Конструкция, устройство и условия эксплуатации электромагнитного контактора
ремонт электромагнитных контакторов
Контакторы – это устройства дистанционного действия, предназначенные для частого включения и выключения электрических цепей в нормальных условиях эксплуатации.
Электромагнитный контактор – это электрическое устройство, предназначенное для коммутации силовых электрических цепей. Контакты контактора нормально замыкаются или размыкаются с помощью электромагнитного привода.
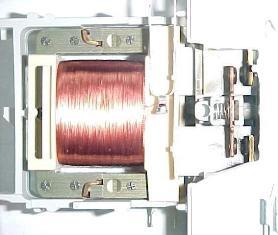
В тепловозах контакторы используются для включения и выключения электрических цепей, в которых протекают большие токи. Наиболее важной частью контактора являются его силовые (главные) контакты (рис. 189). Один из них фиксируется в нужном положении, а другой устанавливается на держателе, который может вращаться вокруг оси. Эти два контакта используются непосредственно для создания и разрыва цепей тока. Управление контакторами осуществляется на расстоянии, поэтому для замыкания и размыкания контактов требуется специальный привод.
Когда ток проходит через катушку контактора, возникающий магнитный поток создает силу, достаточную для притягивания якоря к сердечнику катушки. Подвижный контакт будет прижат к неподвижному, пока через катушку течет ток.
Когда силовые контакты размыкаются, между ними возникает электрическая дуга – мощный электрический разряд в воздухе. Температура дуги достигает многих тысяч градусов, при этом выделяется большое количество тепла. Электрическая дуга может расплавить контакты. Чтобы не повредить контакты и другие части контактора, необходимо быстро погасить дугу. По этой причине контактор оснащен специальными дугогасительными устройствами. Часто контакторы, помимо замыкания главной цепи, должны управлять вспомогательными цепями. Для этого контактор оснащен вспомогательными малыми контактами, называемыми блокирующими контактами.
Таким образом, контактор – это дистанционно управляемое электрическое устройство, предназначенное для многократного включения и выключения электрических цепей под нагрузкой. В зависимости от типа привода контакторы делятся на электромагнитные и электропневматические.
На рисунке показан один тип электромагнитного контактора, который используется на локомотивах серий ТЭМ1, ТЭМ2, ТЭЗ, 2ТЭ10Л, 2ТЭ10В и других. Электрическая цепь замыкается непосредственно силовым контактом. Неподвижный силовой контакт установлен на изолирующую пластиковую прокладку. Подвижный контакт установлен на кронштейне в верхней части якоря. Ниже главного контакта находится электромагнитный привод контактора для замыкания контакта. Кронштейн, частью которого является коромысло электромагнитного привода, изготовлен из стальной полосы и закреплен на изоляционной пластине. На кронштейне установлен стальной сердечник с катушкой. Релейный рычаг входит в паз кронштейна и свободно вращается на опорной поверхности призмы. Когда катушка обесточена, рычаг контактора прижимается к кронштейну возвратной пружиной.
Рис. 1 Принципиальная схема электромагнитного контактора
1.2 Неисправности электромагнитных контакторов, их причины и предотвращение
Основные неисправности и причины:
Основной причиной является частое нарушение контакта, сопровождающееся возникновением дуги между контактами. Это приводит к выгоранию и оплавлению контактных поверхностей, выгоранию изолирующих стержней и изоляторов, опор дугогасительных труб, перегородок дугогасительной камеры и уменьшению толщины их стенок.
Гибкие жилы и шунтирующие провода разрываются, пружины ослабевают и ломаются, нарушается работа пневмопривода и регулирование параметров главного контактора. Способы предотвращения выхода из строя электропневматических контакторов:
Во время ТР-3 электропневматические контакторы полностью демонтируются. Проверяется и очищается дугогасительная камера и углы контакторов. Толщина стенки камеры закалки измеряется в области дуги. Обратите внимание на состояние дугогасительных катушек и их кабелей. При размыкании контактов проверяется раствор и начальное давление контактов. Угол, управляющий погружением и конечным давлением, в закрытом положении при давлении сжатого воздуха в приводе 0,5 МПа (5 кгс/см). Давление измеряется динамометром при касании полоски тонкой бумаги.
Раствор и погружение силовых контактов аппарата регулируется во время сборки путем перемещения подвижного и неподвижного контактных кронштейнов вместе. Измерение линии контакта силовых контактов производится путем отпечатывания на бумаге. После установки новых контактов контактор проверяется и, при необходимости, регулируется. Контактный блок не требует специального ухода или регулировки. Контактное давление периодически проверяется. Регулировка осуществляется путем сгибания штифтов. Пневматический привод проверяется на герметичность. При ревизии привода используются специальные инструменты для установки резиновых втулок на поршень.
Проверьте состояние силовых (главных) и дугогасящих контактов и замените их, если их износ превышает установленную норму. Профиль медных силовых контактов восстановлен. Линия контакта должна составлять не менее 75% от ширины контакта.
Проверяются подвижные и неподвижные контактные кронштейны и подвижный рычаг с держателем главного контакта. Если обнаружены трещины, их срезают и заваривают газом. Проверяется состояние дугогасительных катушек и их выводов; при обнаружении отсутствия припоя, трещин, оплавленной и прожженной изоляции, недостаточного расстояния между катушками – катушки должны быть отремонтированы.
Изоляционные шины не должны иметь трещин, повреждений изоляции. Проверьте состояние изоляционных прокладок. Поврежденная изоляция должна быть отремонтирована в соответствии с утвержденными технологическими процессами или опоры должны быть заменены. Стеллажи со следами вспышки дуги очищаются и окрашиваются изолирующей эмалью.
Проверяется состояние валов и втулок шарниров, зазоры в шарнирах приводятся в норму путем замены валов или втулок.
Проверяются замки медных сегментов, износ на глубину до 1 мм спиливается, корректируется люфт рычажной системы.
Камеры закалки дуги разбираются, стенки и перегородки очищаются, поврежденные камеры ремонтируются. Толщина стенок и перегородок должна соответствовать допускам и нормам износа. После ремонта и сборки контакторы должны отвечать следующим требованиям: переключение контакторов при давлении воздуха 0. 5 кПа (5 кг/см) должно быть четким, без рывков и затирания с притиркой контактов; раствор, повреждения, смещение и прижатие питающих и блокирующих контактов должны соответствовать чертежам технических данных контакторов и нормам допуска и износа; между подвижными частями контакторов и дугогасительной камерой должен быть зазор не менее 1 мм; между витками магнитной катушки (дугогасительной) и неподвижными контактными скобами должен быть зазор не менее 2 мм; полюса дугогасительной камеры должны свободно сниматься и устанавливаться на место, с исправным стопорным устройством; вилка угла дугогасительной камеры должна соответствовать требованиям чертежа (7-9 мм); рычаг люфта, измеренный на подвижном контакте, не должен превышать значений, предусмотренных нормами допуска и износа.
Объем работ по ремонту электромагнитного контактора
2.1 Общие требования к объему работ на электромагнитном контакторе в соответствии с правилами ремонта
Электромагнитные контакторы ремонтируются при капитальном ремонте с полной разборкой. Их удобно проводить на специальных стендах, имеющих подвод воздуха и постоянного тока 50 В для испытания отремонтированного аппарата. На таком стенде каждый контактор устанавливается в свое гнездо, что позволяет быстро закрепить стенд и свободно вращать аппарат в горизонтальной плоскости при разборке и сборке. Перед разборкой контакторы продуваются сжатым воздухом, снимается дугогасительная камера, узлы и детали визуально осматриваются для определения степени ремонта. Все детали очищаются от грязи, разбираются и проверяются на отсутствие трещин.
Труба системы пожаротушения очищается от расплава и сажи с помощью металлической щетки или ветоши. Профиль рога проверяется с помощью шаблона, и в случае больших переплавленных или треснувших участков рог ремонтируется газовой сваркой. После остывания рога сварной шов зачищается напильником.
Контакты с незначительным износом или под ними обрабатываются бархатным или личным напильником, при этом необходимо удалить как можно меньше металла и не изменять профиль контакта. После очистки контакты протираются тканью. Места сопротивления контактов на трубке обрабатываются припоем. Контакты, изношенные сверх допустимой нормы, могут быть восстановлены. В этом случае изношенные контакты после очистки и измерения завариваются медью газовой сваркой. Контакты предварительно нагреваются газовой горелкой, после чего происходит сварка контактных поверхностей. Приваренные контакты простукиваются молотком и обрабатываются для придания твердости. Размеры контактных профилей проверяются с помощью шаблонов.
Проверьте дугогасительную катушку на наличие повреждений поверхностной изоляции и надежность пайки кабельных наконечников; измерьте активное сопротивление обмотки и сопротивление изоляции между обмоткой и полюсами, которое должно быть не менее 10 МОм. Если сопротивление изоляции низкое, катушку сушат в печи при температуре 100-110°C или заменяют изоляционную втулку жилы. Площадь поперечного сечения провода и количество витков дугогасительной катушки должны соответствовать техническим требованиям, указанным на чертеже.
Если это условие не соблюдается, магнитная дуга может дуть в неправильном направлении, вызывая сильные ожоги дугогасящих рогов и контактов. Дугогасительная катушка контактора с вышедшими из строя катушками должна быть заменена. При установке новой катушки контактный провод приваривается из латуни, при этом необходимо следить за тем, чтобы сопрягаемые поверхности были хорошо выровнены. Затем стык катушек наполовину изолируется двумя слоями лакированной ткани и изоляционной ленты. При необходимости рулоны окрашиваются маслом БТ-99 и битумным лаком. Катушки не должны касаться и приближаться к дугогасительной трубке ближе чем на 2 мм.
Катушка контактора – промыть бензином и проверить на отсутствие ослабленных соединительных клемм, проверить внешнюю изоляцию и состояние корпуса. Измерьте сопротивление катушки мегомметром, чтобы обнаружить обрывы проводов. Он не должен отклоняться от установленного значения более чем на 8% в большую или 5% в меньшую сторону. Чрезмерное сопротивление катушки указывает на возможное внутреннее повреждение катушки или плохой контакт между проводом катушки и наконечником. Катушки с пониженным сопротивлением изоляции подлежат пропитке.
Полный демонтаж катушки необходим, если в ней имеются оборванные провода или межвитковые замыкания. Если изоляция катушки повреждена, ремонт ограничивается только заменой изоляции. На катушках можно отремонтировать два обрыва обмотки. Концы проводов обмотки зачищаются, связываются в пучок и спаиваются припоем PIC-40.
Рулоны с переплавленными витками более 3% от площади поперечного сечения или с трещинами на прутках должны быть отремонтированы. Прожоги, прогары или трещины должны быть зачищены и заварены газовой сваркой с латунью. Если ожоги более глубокие, катушки заменяют. Отремонтированные катушки пропитываются лаком. Поврежденные провода в оплетке фиксируются прорезиненной клейкой лентой.
Якорный магнитопровод, сердечник очищен от грязи и при необходимости оцинкован. Втулки с проработанными отверстиями в держателе контактора, якоре выпрессовываются и устанавливаются новые. Оси и валы перед сборкой очищаются от грязи, следов гари, оцинковываются и смазываются.
Снятую с контактора огнетушащую камеру продувают сжатым воздухом, очищают от сажи, копоти и металлической стружки и демонтируют. Асбестоцементные стены, дефлекторы и решетки должны быть очищены в сталеплавильном цехе или установке. Стены толщиной менее 4 мм, со сколами, трещинами и трещинами глубиной более 25% их толщины заменяются. Более глубокие трещины и отверстия удаляются, тщательно зачищаются напильником, шероховатостью или пескоструйной обработкой, очищаются от пыли и песка и заделываются специальной шпаклевкой или эпоксидной смолой.
Используется цемент в виде асбестоцементного порошка, разбавленного жидким стеклом, или смесь в равных частях гипсового порошка и асбеста.
асбестовое волокно на щелочном лаке. Шпатлевку следует наносить так, чтобы ее уровень был немного выше ремонтируемой поверхности, так как при застывании она дает усадку. Жидкую стеклянную шпатлевку сушат при температуре 25-30°C, а щелочную шпатлевку сушат в печи при температуре 70-80°C в течение 7-8 часов.
Перегибы и трещины можно заделать специальной шпаклевкой.
Шпатлевка наносится сразу после ее приготовления, так как она быстро начинает полимеризоваться и затвердевает через 30-40 минут.
Перед нанесением шпатлевки ремонтируемые участки тщательно обезжириваются ацетоном или бензином. После окончательной обработки для повышения влагостойкости асбестоцементные стены и перегородки пропитываются льняным маслом. Убедившись, что все детали находятся в рабочем состоянии, производится сборка камеры.
Изоляционные планки и панели оснований, оружия и стоек должны иметь чистую блестящую поверхность или быть окрашены эмалью ГФ-92-ХК.
Трещины, сколы, пережог или повреждение изоляции до половины ее толщины должны быть полностью или частично удалены с поверхности. Небольшие ожоги зачищаются напильником и шлифуются мелкой стеклянной бумагой. Отремонтированный участок промывается бензином и дважды покрывается эмалью.
Пружины снимаются, промываются и проверяются на соответствие основным размерам. Пружины с признаками ржавчины оцинковываются, а затем обезжириваются. Пружины, которые растянулись или просели, но не получили механических повреждений, восстанавливаются. Для этого пружина закаляется путем нагрева до 920-980°C, сжимается или растягивается до соответствующих размеров и закаливается для придания ей необходимой упругости. Торцевые болты пружины должны иметь ровную горизонтальную поверхность. Треснувшие пружины, не соответствующие техническим условиям, должны быть заменены.
Они должны обеспечивать свободное и без рывков движение соединенных деталей и не иметь чрезмерного люфта.
Шарнирное соединение разобрано для ремонта. Дефектные оси и валы не ремонтируются, а заменяются новыми. Подготовленные отверстия завариваются и сверлятся до размеров чертежа или до большего диаметра, после чего в них вставляется втулка с соответствующим внутренним и наружным диаметром. Перед сборкой фрикционные поверхности шарниров покрываются смазкой, а после сборки проверяется зазор в шарнирах. После ремонта всех компонентов контактор необходимо собрать в порядке, обратном порядку разборки.
2.2 Объем работ по ремонту частей электромагнитного контактора
Объем работ по ремонту деталей электромагнитного контактора на листовом металле
3 Разработка технологии ремонта электромагнитного контактора
3.1 Составление блок-схемы процесса ремонта электромагнитного контактора
Рисунок 2 Блок-схема процесса ремонта электромагнитного контактора
3.2 Разработка технологических документов: маршрутная карта, технологическая инструкция, карта эскизов
Технологическая документация ремонта электромагнитного контактора включает подготовку комплекта технологических документов: маршрутной карты (МК), технологической инструкции (ТИ) и карты эскизов (КЭ).
Маршрутная карта предназначена для описания технологического процесса ремонта буксового узла, включая контроль и движение по всем операциям, различные технологические приемы в технологической последовательности, с указанием данных по оборудованию, технологической оснастке, нормам материалов и трудозатратам. Маршрутная карта заполняется в соответствии с требованиями ГОСТ 3.1105-84, на бланках форм 2 и 16 (ГОСТ 3.1118-82).
Технологическая инструкция предназначена для описания технологических процессов, методов и приемов, повторяющихся при ремонте деталей сборочной единицы. Технологические инструкции заполняются в соответствии с требованиями ГОСТ 3.1105-84, по формам 5 и 5а (ГОСТ 3.1105-84).
Эскизный лист представляет собой графический документ, содержащий эскизы, схемы и таблицы, и используется для пояснения выполнения технологического процесса ремонта деталей сборочной единицы, включая управление и перемещение.
4) организация рабочего места и требования безопасности при ремонте электромагнитного контактора
Безопасность условий труда на транспортных объектах во многом зависит от состояния воздушной среды, которая, в свою очередь, зависит не только от внешних атмосферных условий, но и от производственных процессов. В настоящее время для обеспечения требуемого физико-химического состояния воздушной среды на предприятиях и в транспортных средствах используются системы отопления, вентиляции и кондиционирования воздуха. Они выполняют две задачи: санитарно-гигиеническую, которая обеспечивает нормальное самочувствие человека, и технологическую, которая обеспечивает оптимальный ход технологического процесса, сохранность материалов, сырья, оборудования и зданий.
Рабочее место слесаря содержится в чистоте и имеет необходимое оборудование для хранения инструментов, отремонтированных деталей и оборудования. Необходимо, чтобы верстаки имели устойчивое (жесткое) крепление к полу, а их высота соответствовала размеру, обеспечивающему нормальное положение тела рабочего. Тиски устанавливаются на верстаке так, чтобы их губки находились на уровне локтя слесаря.
Рабочее место, рабочий стол и станки располагаются на рабочем месте так, чтобы иметь нормальное освещение днем, Искусственное освещение ночью в значительной степени зависит от выбора типа лампы и способа ее подвески на рабочем месте Обычно рабочие места должны отвечать следующим условиям:
– Необходимо обеспечить достаточное рабочее пространство, чтобы рабочие могли выполнять все движения и перемещения во время ремонтных работ;
– Оптимальное размещение в рабочей среде;
– Обеспечьте безопасные проходы для людей в рабочей зоне;
– Обеспечить работников необходимыми средствами защиты от опасных и вредных производственных факторов;
– Уровень акустического шума не должен превышать допустимого значения.
Необходимо соблюдать требования безопасности:
– Состояние помещений, освещение, отопление, вентиляция должны соответствовать стандартам и быть в хорошем состоянии;
– Поддержание чистоты и порядка на рабочем месте и территории;
– Инструктаж персонала – первоначальный, текущий и периодический;
– Поддержание порядка и последовательности ремонтных работ;
– Предоставление работникам ежедневных материалов для протирки рук во время работы и за инструментами;
– Наличие надлежащих защитных устройств и заземления электрооборудования;
– Работники не должны работать на поврежденном оборудовании или с поврежденными защитными ограждениями;
– ограждение рабочих мест при выполнении опасных работ для людей, работающих в них или проходящих рядом.
Рабочие места должны
– иметь достаточное рабочее пространство, чтобы рабочие могли выполнять все движения и перемещения во время ремонтных работ;
– быть оптимально расположены в производственных помещениях;
– иметь безопасные проходы для работающих людей;
– должны быть предусмотрены необходимые меры для защиты работников от опасных и вредных производственных факторов;
– уровень акустического шума не должен превышать допустимого значения.
Личные инструменты слесаря должны содержаться в хорошем рабочем состоянии. Не используйте инструменты, ударная поверхность которых заклепана или имеет рваные металлические края, так как при работе с таким инструментом могут отвалиться куски металла. Молотки, кувалды, поперечные зубила и выколотки должны быть изготовлены в соответствии с предписанными чертежами и должны быть хорошо отделаны. Режущие кромки стамесок и крестовин должны быть прямыми, а ударная часть – конической; их хвостовики не должны быть изогнуты или деформированы. Слесарные молотки и кувалды должны быть изготовлены со слегка выпуклой поверхностью и должны быть закреплены на хвостовиках стальным клином.
Ручки должны иметь гладкую поверхность и овальную форму, при этом главная ось поперечного сечения ручки должна располагаться в плоскости вращения (при ударе молотком).
Гнезда должны иметь предписанные размеры. Эти размеры должны строго соблюдаться, так как большинство травм вызвано соскальзыванием гаечного ключа с гайки при закручивании болтов и шпилек из-за слишком большого зазора в гаечном ключе, вызванного разборкой.
При ремонте и особенно при разборке подпружиненных или находящихся под давлением деталей необходимо соблюдать осторожность, так как несоблюдение правил разборки может привести к травме.
Оптимальная окраска помещений, оборудования и сооружений имеет большое значение: для снижения утомляемости работников, повышения производительности труда и оздоровления рабочей среды. В цветовой гамме депо преобладают яркие цвета (оранжево-желтый, желтый, желто-зеленый).
С точки зрения эргономики, рабочие места в проектируемой зоне отвечают следующим условиям:
– иметь достаточное рабочее пространство для выполнения работниками всех необходимых движений и перемещений при эксплуатации и обслуживании оборудования;
– Они оптимально расположены в производственной зоне;
– Иметь безопасные и достаточные проходы для людей в рабочей зоне;
– уровни акустического шума и вибрации, создаваемые оборудованием на рабочем месте или другими источниками шума, не превышают допустимых уровней;
– существуют меры, необходимые для защиты работников от опасных и вредных факторов производства и т.д.
В депо имеется водопровод для пожарной команды, к которому обычные потребители не подключены. Офисы депо и ремонтные зоны оснащены огнетушителями, ящиками с песком, асбестовыми одеялами, ломами и лопатами.
Список использованных источников
1 Рахматулин М.Д. Технология ремонта тепловозов : учебник для вузов. – М.: Транспорт, 1983, 319 с.
2 Технология ремонта тепловозов Н.Г. Пугинин. 3-е издание, обновленное и переработанное. Москва: “Транспорт”, 1972, 264 с.
3 Находкин В.М., Черепашенец Р.Г. Технология ремонта тягового подвижного состава: учебник для техникумов железнодорожного транспорта, М. : Транспорт 1998. 461с.
4 Тепловоз 2М62: Руководство по эксплуатации и техническому обслуживанию. – Москва : Трансоптр, 1974, 305 стр.
5 Применение Унифицированной системы технологической документации при оформлении дипломов и курсовых Чмыхов Б.А. – Гомель 1991.
6 Охрана труда на железнодорожном транспорте : справочник / под ред. В.С. Крутякова. – Москва: Транспорт, 1988.
7 Справочник по гидравлическим расчетам. Под редакцией П.Г. Киселева. Издание 4, переработанное и дополненное. М. : Энергия, 1972.
Опубликовано на Allbest.ru
Похожие документы
Конструкция, принцип действия электромагнитного контактора ТКПМ. Его содержание и текущий ремонт. Периодичность, сроки и объем планового технического обслуживания, текущего и промежуточного ремонта. Инструменты, оборудование, используемые при ремонте контакторов.
курсовая работа [231.6 K], добавлена 01.11.2013.
Организация технического обслуживания и ремонта подвижного состава на железнодорожном транспорте. Базовые и роторные локомотивы, индивидуальные и коллективные методы ремонта электровозов. Конструкция и характеристики электромагнитного контактора.
бумага [484.5 K], добавлена 21.08.2011.
Технические инструкции, заводские и складские правила по ремонту электропневматического контактора. Основные неисправности, причины и профилактика. Оборудование, арматура и приспособления для ремонта. Организация рабочего места.
диссертация [224.1 K], добавлено 05.04.2011.
Оборудование вагонного депо, характеристика основных и вспомогательных цехов. Организация и функции локомотивной бригады при маневровой работе и обслуживании электропоездов. Неисправности и технологический процесс ремонта электропневматического контактора.
отчёт о практике [62.2 K], добавлена 12.01.2015.
Определение программы ремонта и технического обслуживания. Организация технологического процесса работы в цехе ремонта и обслуживания тепловозов. Описание основных нарушений в работе оборудования и способы их устранения. Позиция для проверки спидометров локомотивов.
Обеспечьте максимальный срок службы контактора и рассмотрите некоторые причины, которые могут этому помешать. 3:
3. меры по защите электродвигателей при сварке главных контактов.
Два последовательно соединенных контактора могут использоваться одновременно для обеспечения безопасного отключения критических нагрузок (обязательно для категорий 3 и 4 стандарта EN 954-1).
Также рекомендуется использовать реле контроля контакторов, которое контролирует состояние главных контактов на наличие сварных швов. Для этого управляющее напряжение контактора сравнивается с условиями контакта, и если это не так, реле включает автоматический выключатель или разъединитель с отключением при пониженном напряжении. На стр. Eaton ассортимент продукции включает Реле управления контактором CMD.

Наконец, следует отметить, что контакторы Eaton имеют огромный список дополнительных полезных функций и конструктивных характеристик по сравнению с большинством производителей контакторов, в том числе Раде КонкарОднако в погоне за максимальной функциональностью и уникальными возможностями не стоит забывать Закон контактора – коммутировать и коммутировать.
Задайте свои вопросы автору этой статьи [email protected]
Чтобы получить консультацию специалиста, позвоните по телефонам +375445671999, +375172471999 или свяжитесь с вашим менеджером.
Читайте далее:- Обслуживание электромагнитных контакторов.
- Типы контактных соединений.
- Контакторы и пускатели. Технические данные.
- Зачем нужен контактор – советы электрика – Electro Genius.
- Контакторы и пускатели. Проектирование, выбор, электрические схемы контакторов и пускателей.
- Релейно-контактные системы управления – ЭЛЕКТРИЧЕСКИЙ ПРИВОД.
- Распределительные щиты питания: Автоматические выключатели, разъединители и автоматические выключатели.