Скорость вращения
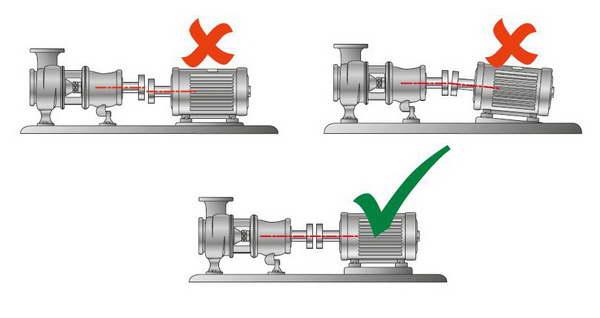
Насосы или насосные агрегаты обычно приводятся в действие электродвигателем или двигателем внутреннего сгорания (ДВС, дизель), реже – турбиной с редуктором. Валы насоса и двигателя вращаются вокруг своих собственных осей, называемых центрами вращения. Центры вращения представляют собой прямые линии, которые в случае валов насоса и двигателя могут совпадать, и тогда говорят, что они выровнены, или не совпадать, и тогда говорят, что они смещены.
Центровка насоса или центровка насосного агрегата – это комплекс технических мероприятий для достижения центровки валов насоса и двигателя в пределах заданных допусков. Выравнивание насоса и двигателя проводится для достижения оптимальной производительности и энергопотребления, снижения динамических колебаний, предотвращения случайных отказов и, соответственно, снижения затрат на ремонт и перехода от профилактического обслуживания насосного агрегата к обслуживанию по требованию.
При совмещении валов насоса и электродвигателя определяются неподвижная и подвижная машины: как правило, насос рассматривается как неподвижная машина, а электродвигатель – как подвижная машина. Центр вращения насоса принимается за “нулевую” линию отсчета, относительно которой определяется параллельное и угловое смещение валов.
Виды несоосности валов:

- Параллельная несоосность возникает, когда центры вращения валов насоса и двигателя находятся в параллельных плоскостях на определенном расстоянии друг от друга. Расстояние между этими плоскостями (в мм) является величиной параллельного смещения.
- В случае угловой несоосности (или раскрытия полумуфт, поломки) – центры вращения валов насоса и двигателя находятся под углом друг к другу, что можно оценить, измерив смещение вала двигателя в двух плоскостях, перпендикулярных опорному валу (валу насоса) и удаленных друг от друга на расстояние L. Абсолютная сумма этих смещений, деленная на L и выраженная в [мм/100 мм], является величиной углового смещения (в действительности угловое смещение равно 100 x tgα; где α – угол между валами в измеряемой плоскости).
На практике в большинстве случаев одновременно наблюдается как параллельное, так и угловое смещение. Несоосность вызывает повышенную вибрацию, перегрев муфт, преждевременный износ подшипников и уплотнений и, в конечном итоге, аварийную остановку оборудования.
К основным факторам, вызывающим несоосность валов, относятся
- влияние трубопроводной системы;
- неправильные соединения муфт, не отвечающие требованиям по зазорам и смазке;
- неровности сопрягаемых поверхностей (фундамент, корпус, рама, лапы и болты)
- биение свободного конца вала;
- тепловое расширение компонентов насосного агрегата при запуске;
- плавающий вал на масляном клине (для подшипников скольжения);
- наличие “мягкой стопы”;
- нарушение геометрии и выравнивания (прямолинейность, плоскостность, параллельность, перпендикулярность).
В частности, следует отметить, что требования к несоосности вала тем выше, чем выше скорость вращения вала. Это наглядно иллюстрирует следующая таблица допусков:
Скорость вращения
ПриемлемыйPerfect0,030,060,020,020,050,01

В отношении схватывания заполнителей следует понимать следующее:
- Настройка горизонтальных насосов;
- Вертикальная центровка насоса;
- Выравнивание валов с промежуточным элементом (опорным валом);
- Выравнивание валов;
- выравнивание валов с карданным соединением;
- Выравнивание отверстий и проточных частей;
- выравнивание шкивов в случае ременной передачи.
Валы насосов можно выравнивать с помощью радиально-осевых зажимов, электромагнитных зажимов и индикаторов, штифтов, линеек и других подручных средств (например, на одном из тренингов ТОР-101 представитель кирпичного завода рассказал, что их выравнивают с помощью кирпичей), но на сегодняшний день самым современным и точным методом выравнивания является лазерная центровка с использованием систем центровки “КВАНТ-ЛМ” или новой взрывозащищенной системы “КВАНТ-ЛМ-EX” компании-разработчика “BALTEX”.
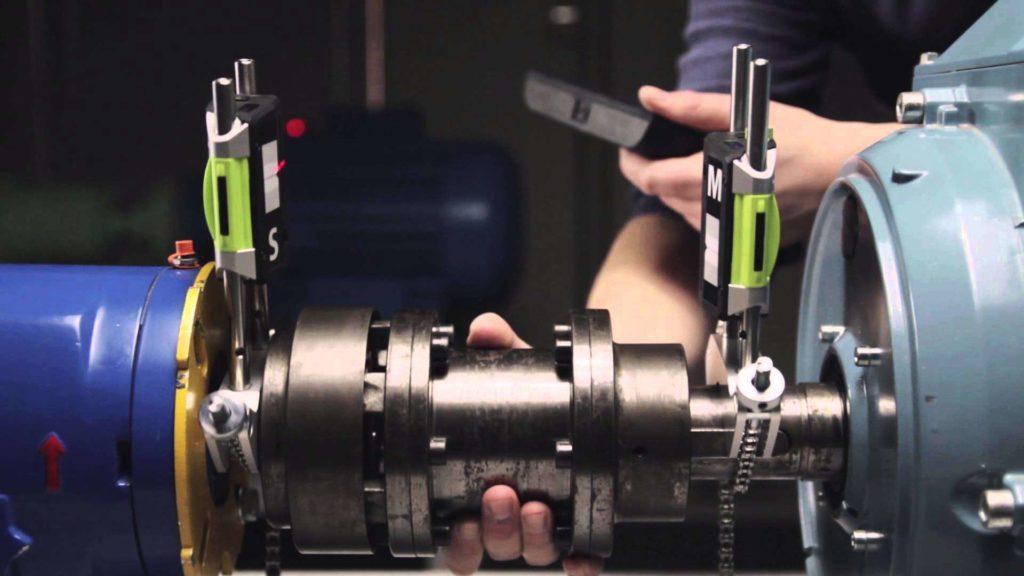
Системы KVANT-LM и KVANT-LM-ex состоят из двух лазерных измерительных блоков (BIL1 и BIL2), которые устанавливаются друг напротив друга на валах насоса и двигателя (или полумуфтах) с помощью призматических цепных зажимов. Каждый лазерный блок излучает и принимает лазерные лучи, сохраняя координаты лазерного луча от противоположного блока. Сигналы от блоков BIL1 и BIL2 передаются на компьютер, который обрабатывает их и выводит информацию о несоосности и необходимых перемещениях подшипников на экран дисплея.
Функциональность систем “KVANT-LM” и “KVANT-LM-ex” обеспечивает:
- возможность предварительного контроля плоскостности фундамента и прямолинейности направляющих;
- Выравнивание горизонтальных и вертикальных насосов с точностью до 0,001 мм всего за несколько минут;
- Проверка мягкого основания – определение того, находятся ли все опоры насосного агрегата в одной плоскости;
- устранение влияния вибраций и внешних помех;
- бухгалтерия, чтобы попрыгать на нефтяном клине.

Использование систем “КВАНТ-ЛМ” или “КВАНТ-ЛМ-Ex” позволяет повысить производительность ремонтных и виброизоляционных работ в 5 – 10 раз по сравнению с традиционными методами выравнивания. Системы “KVANT-LM” и “KVANT-LM-Ex” окупаются уже через несколько месяцев и приводят к значительной экономии энергии (до 15%), запасных частей и компонентов (подшипники, муфты, уплотнения и т.д.).
Следует отметить, что в течение 3 месяцев с момента приобретения любой системы серии “КВАНТ”, компания BALTEH предоставляет возможность бесплатного обучения на недельном курсе ТОП-101 “Основы центровки и геометрии вращающихся машин” в учебном центре в Санкт-Петербурге.
Если по каким-то причинам приобретение систем KVANT для вас невозможно, а вопрос центровки насосов является проблемой, воспользуйтесь услугами специалистов технической службы BALTECH, для которых центровка центробежных и консольных насосов любой частоты и производительности – это операция, многократно выполненная с неизменным качеством и точностью. В стоимость нашей юстировки уже включена стоимость использованных калиброванных металлических пластин различной толщины серии BALTECH-23458N.
Как выровнять двигатель с редуктором и насосом на полумуфтах? Процесс происходит следующим образом, шаг за шагом:
Приступая к работе, помните об этом:
- Выравнивание происходит под диктующим блоком. Например, если это постоянно установленный редуктор, двигатель будет “выровнен” с ним.
- Выравнивание необходимо проводить как перед первым запуском, так и после технического обслуживания или ремонта.
- О хорошей центровке свидетельствует отсутствие шума и вибрации во время работы и нормальная температура подшипников и сальников.
- Выравнивание является обязательным при установке промышленных поршневых и центробежных насосов.
Как отцентрировать электродвигатель
Как же можно отцентрировать электродвигатель с редуктором и насосом с помощью полумуфт? Процесс происходит следующим образом, шаг за шагом:
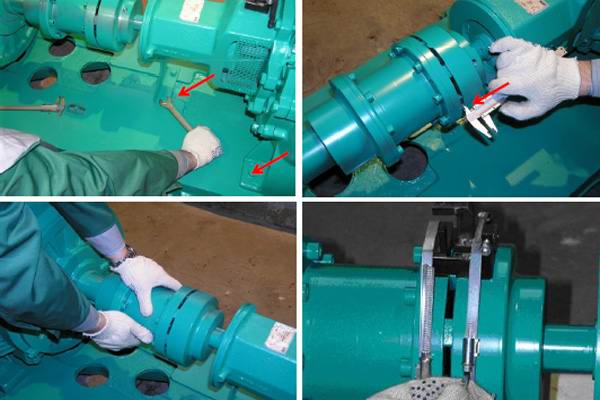
- Определите базовый вал (обычно это вал насоса).
- Прикрепите его к раме и с помощью щупа и штангенциркуля проверьте ширину торцевых зазоров.
- Проделайте то же самое с половиной сцепления двигателя.
- Если есть какое-либо отклонение, отрегулируйте вал в правильное положение с помощью прокладок (или перемещением самого двигателя).
- Снова измерьте зазоры на полумуфтах – они должны быть одинаковыми – это свидетельствует о том, что оси двигателя и насоса выровнены.
Для центробежного насоса рабочее колесо двигателя совмещено с валом, если агрегат поставляется с завода в собранном виде. Если насос установлен на опорной раме, вал рабочего колеса выравнивается по ней.
Если двигатель соединен с насосом через промежуточный вал и редуктор, то сначала необходимо отцентрировать и заштифтовать редуктор, а затем выровнять по нему все остальные валы.
При работе с промышленным оборудованием необходимо знать, как центрировать насос с электродвигателем, в бытовых моделях (где насос и двигатель заключены в один корпус) центрирование не требуется, так как это делается производителем.
Таблицу с указанием допустимого смещения полумуфт различных размеров можно найти на соответствующих сайтах.
Возвращаясь к теме выравнивания валов, я хотел бы привести примеры допусков в кулачковом насосе, который работает на относительно низких скоростях:
Отцентрируйте вал насоса с электродвигателем (или мотор-редуктором).
Некоторые из наших специалистов имеют десятилетия опыта работы с насосным оборудованием. Мы решили использовать этот опыт в качестве основы для предоставления статистических данных о том, какой основной фактор вносит наибольший вклад в преждевременный выход насоса из строя. Оказалось, что насосы, работающие на сжатом воздухе (без электродвигателя), в 99,9% случаев без проблем превышают заявленный производителем срок службы, а зачастую даже значительно превышают его. В случае с насосами, оснащенными электродвигателем, ситуация иная. Риск преждевременного выхода из строя особенно высок, когда деталь насоса поставляется отдельно, а сборка осуществляется заказчиком или сторонней компанией. Наибольший процент преждевременных отказов приходится на центробежные насосы, поставляемые без мотор-редуктора, и на насосы с внешней передачей, которые работают без редуктора на высоких скоростях. Наиболее стандартная картина выглядит следующим образом:
Поставка насосной части без двигателя “в соответствии с заводской табличкой”. Предыдущий насос такого же типа (того же производителя и модели) работал без проблем в течение нескольких лет. Через 1-2 месяца после установки нового насоса – звонок от клиента: “Насос протекает”. Наш сервисный техник прибывает на место. Они запускают насос, и проблема заключается в следующем: насос вибрирует, отклонение вала (вертикальное и горизонтальное) видно невооруженным глазом.
На вопрос, как выравнивается вал, в большинстве случаев отвечали “на глаз, с помощью линейки” или “какая центровка? Насосы одинаковые, они находятся в одном и том же месте”. Частота вращения вала двигателя в некоторых случаях составляет 3000 об/мин Снимите сцепление, снимите насос. Осмотрите механическое уплотнение и увидите следующее:

Неудивительно, что насос протекает. Следующий вопрос по жалобе. Как говорится: “На чей счет этот пир, господа? ?”. Мы максимально ориентированы на клиента. Мы никогда не просим покупателя оплатить транспортные расходы, проживание в гостинице или работу нашего техника по определению причины неисправности поставленного нами насоса, и наши постоянные покупатели знают об этом. Если расстояние слишком велико (мы часто работаем с Владивостоком и Сахалином), мы стараемся решить проблему удаленно. По скайпу, отправляя видео, фотографии и т.д. Однако стоит также отметить, что производитель не возьмет на себя расходы по ремонту насоса, в котором была нарушена центровка вала. Чтобы избежать этого, при покупке насоса мы предлагаем вам бесплатную центровку вала насоса с двигателем или моторедуктором или насосом в сборе. Это особенно касается высокоскоростных насосов. Если насос работает на низких скоростях через редуктор, влияние несоосности проявится позже. Это может занять год или два, но это обязательно произойдет…
Пример. Очень надежный и поэтому дорогой насос был поставлен компании, перекачивающей мазут. Насос работал со скоростью порядка 150 об/мин. Стоит отметить, что максимальная скорость для этого насоса составляет около 600 об/мин. Т.е. насос работал очень комфортно и был поставлен производителем в собранном виде. Примерно через 3 месяца после установки раздался звонок от заказчика. “Насос протекает и обрушил бетонное основание. Мы поставили в Россию более сотни таких насосов, и ни разу не было ни одного замечания по их работе. Мы идем к покупателю и видим картину… Арматура насоса приваривается (!) к трубопроводу. Фундамент поврежден, и насос висит на этих фитингах. Оказалось, что трубопроводы расположены таким образом, что трудно установить насос, и было решено использовать ломик (!), чтобы затянуть трубы к фитингам насоса, и, поскольку это было нелегко, установить насос. Прикручивать их в таком положении было неудобно, поэтому они были приварены ?. А затем, для дополнительной безопасности, они были сварены по всему периметру…..
Возвращаясь к теме выравнивания валов, я хотел бы привести примеры допусков в кулачковом насосе, который работает на относительно низких скоростях:
Как видите, допуски довольно серьезные, и “на глаз” или “с помощью линейки” вряд ли удастся правильно отцентрировать насос. Следует отметить, что приборы в области центровки валов в настоящее время очень совершенны. Прецизионные лазерные центровочные устройства теперь легко доступны или могут быть взяты напрокат. Они настоятельно рекомендуются. Дело в том, что даже правильно выровненный вал со временем может “выйти” за пределы допуска. Стоимость такого устройства легко окупается за счет средств, сэкономленных на покупке механических уплотнений, не говоря уже о капитальном ремонте насоса. Рекомендуется проверять центровку вала не реже одного раза в 6 месяцев или сразу же при возникновении каких-либо нарушений в работе насоса (вибрации, необычные звуки и т.д.).
Еще один момент, на который следует обратить внимание, – это опора насосного агрегата (опорная плита, фундамент, рама). Если он “кривой”, неустойчивый или недостаточно жесткий, то даже самое точное измерительное устройство не сможет правильно отцентрировать вал. Вернее, его можно отцентрировать, но это бесполезно.
Подведем итог вышесказанному. Для того чтобы насос не создавал проблем во время эксплуатации, необходимо соблюдать несколько условий его правильной работы. Одним из наиболее важных параметров является правильное выравнивание вала насоса и электродвигателя. Чем выше скорость вращения вала насоса, тем точнее должна быть центровка вала. Центровка вала должна выполняться с помощью центровочного инструмента. На наш взгляд, лучше выбрать лазерные системы. Также следует проверить, насколько устойчиво основание насосного агрегата. Он должен быть устойчивым, достаточно жестким и не должен вибрировать во время работы насоса. Если отцентрировать вал самостоятельно не представляется возможным, это должен сделать квалифицированный специалист.
Москва,
Проспект Андропова, 22, офис. 1815
Санкт-Петербург,
Новочеркасский проспект, 58, тел.
Источник: Новости теплоснабжения, № 03 (03), ноябрь 2000, www.ntsn.ru
 Оборудование для проверки центровки
Оборудование для проверки центровки
 Часто, не имея подходящего прибора, слесарь для проверки соосности прикладывает линейку к муфте и, глядя через зазор, определяет отклонение валов. Но было бы неразумно полагаться на его суждения в такой ответственной задаче, поскольку слишком много факторов упускается из виду (точность 0,1 мм). Да, и как вы можете определить, достигнут стандарт или нет? Хотя следует отметить, что до сих пор есть мастера, способные центрировать машину таким образом. С другой стороны, существуют лазерные измерительные приборы со встроенным компьютером, с точностью до 0,001 мм, которые рассчитывают необходимое перемещение опор станка для обеспечения оптимальной центровки валов. Однако, если необходимо добиться точной центровки и нет необходимости покупать прибор стоимостью 10 000 долларов, можно использовать простой прибор, такой как циферблатный индикатор “PM 0.01” или ленточный калибр, который измеряет 0,01 мм и достаточно точен для соответствия стандартам.
Часто, не имея подходящего прибора, слесарь для проверки соосности прикладывает линейку к муфте и, глядя через зазор, определяет отклонение валов. Но было бы неразумно полагаться на его суждения в такой ответственной задаче, поскольку слишком много факторов упускается из виду (точность 0,1 мм). Да, и как вы можете определить, достигнут стандарт или нет? Хотя следует отметить, что до сих пор есть мастера, способные центрировать машину таким образом. С другой стороны, существуют лазерные измерительные приборы со встроенным компьютером, с точностью до 0,001 мм, которые рассчитывают необходимое перемещение опор станка для обеспечения оптимальной центровки валов. Однако, если необходимо добиться точной центровки и нет необходимости покупать прибор стоимостью 10 000 долларов, можно использовать простой прибор, такой как циферблатный индикатор “PM 0.01” или ленточный калибр, который измеряет 0,01 мм и достаточно точен для соответствия стандартам.
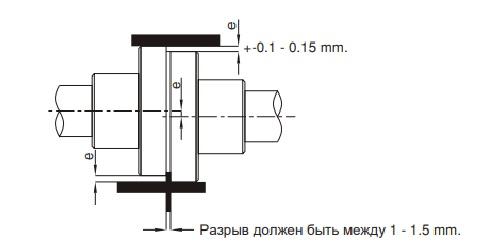
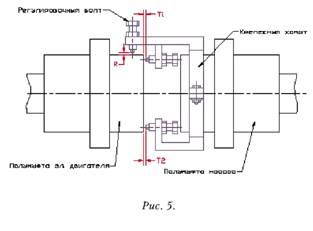
Приспособление для настройки узлов зубчатых муфт показано на рисунке 5. Оно крепится к полумуфте хомутом, а начальные зазоры R и T устанавливаются регулировочными винтами. Для измерения используются пластинчатые манометры, что требует некоторой практики. При измерении зазора комплект пластин должен вставляться с небольшим усилием и оставаться неподвижным без опоры. Измеряемый размер рассчитывается по сумме номинальных толщин щупов. Аналогию можно провести с индикатором циферблатного типа. Использование индикатора значительно упростит и ускорит измерение радиальной несоосности. Торцевой пролет измеряется непосредственно между полумуфтами с помощью щупалец.
Простейшее устройство выравнивания для MCCB показано на рисунке 6.
Соосность вала двигателя с валом насоса проверяется после окончательного позиционирования и закрепления насоса на раме (фундаменте). Изменение толщины прокладок под опорами двигателя или под рамой двигателя, если рама отделена от рамы насоса, обеспечивает концентричность полумуфт и параллельность их поверхностей.
Стационарный и подвижный вал
Последствиями перекоса являются
- Преждевременный выход из строя подшипников, сальников, муфтовых соединений;
- Повышенная осевая и радиальная вибрация;
- Повышенная температура подшипниковых узлов и смазочного масла;
- Ослабление или растрескивание креплений фундамента.
 Для центровки валов машин удобно использовать измерительные комплекты, такие как серия Baltech.
Для центровки валов машин удобно использовать измерительные комплекты, такие как серия Baltech.
При проверке, например, коллинеарности муфты между насосом и электродвигателем, вал насоса называют неподвижным, а вал электродвигателя – подвижным. Муфта всегда центрируется в зависимости от положения подвижного вала относительно неподвижного.
Центр вращения неподвижного вала
Центр вращения неподвижного вала – это линия отсчета с нулевыми координатами. В системе координат X-Y плюсовые значения представляют собой движение вправо по горизонтали и вверх по вертикали.
Несоосность рассчитывается путем определения положения центра вращения подвижного вала в двух плоскостях относительно положения центра вращения неподвижного вала (горизонтальная ось X и вертикальная ось Y).
Горизонтальное смещение
Условие несоосности (вид сверху), которое устраняется путем бокового перемещения двигателя вдоль оси X, – горизонтальная концентричность.
Двигатель перемещается вправо и влево для достижения горизонтального выравнивания и параллельности.
Вертикальное выравнивание
Состояние несоосности (вид сбоку), которое устраняется перемещением двигателя вниз или вверх по оси Y, является вертикальной центровкой.
Необходимое смещение достигается путем подкладывания прокладок разной толщины под лапы двигателя.
Выравнивание по типу несоосности
Параллельная несоосность – это состояние, при котором валы выровнены на одинаковых расстояниях друг от друга и по всей длине.
 Параллельное и угловое выравнивание должно выполняться в соответствии с определенными правилами и стандартами. Используются профессиональные инструменты
Параллельное и угловое выравнивание должно выполняться в соответствии с определенными правилами и стандартами. Используются профессиональные инструменты
Угловая несоосность – это состояние, при котором оси вращения валов находятся на разных расстояниях друг от друга и по всей длине.
Необходимо выполнить выравнивание стыков:
- после установки нового оборудования;
- после подключения оборудования к трубопроводам и клапанам;
- после завершения ремонтных работ;
- если во время работы замечен повышенный шум и вибрация;
- если температура в местах установки подшипников выше нормы.
Процедура выравнивания шарниров валов агрегатов:
- Установите измерительное устройство.
- Проверьте и откорректируйте положение мягкой проставки.
- Рассчитайте значения смещения.
- Выполните правильную центровку вала.
- Составьте отчет о проделанной работе.
Инструменты для выравнивания муфт.
Существует множество инструментов для выравнивания муфт, от простейших до самых сложных наборов.
 Чем совершеннее и сложнее набор инструментов, тем выше точность выравнивания.
Чем совершеннее и сложнее набор инструментов, тем выше точность выравнивания.
Самый простой и доступный комплект включает в себя:
- суппорт,
- правитель,
- щупы, линейки и щупы разной толщины.
Точность измерений с помощью этого набора невысока. Качество установки пальцев ног зависит не от инструмента, а от мастерства и опыта механика. Сама процедура выравнивания с помощью этих инструментов может занять много времени.
Цифровой анализатор выравнивания суставов – один из самых передовых инструментов, доступных на рынке. Анализатор позволяет быстро и легко выровнять вал с высокой точностью.
Эту задачу может выполнить любой человек, прочитавший руководство по эксплуатации цифрового анализатора. Однако стоимость цифрового анализатора очень высока, и не каждый может себе его позволить.
 Анализатор точности центровки валов циферблатного типа дает достаточно точное измерение коллинеарности
Анализатор точности центровки валов циферблатного типа дает достаточно точное измерение коллинеарности
Однако существует экономически эффективная альтернатива – другой тип индикатора, основанный на двух индикаторах часового типа. Один индикатор определяет отклонения по оси X, другой – по оси Y. Удобный, эффективный и недорогой инструмент для быстрого выравнивания, например, муфтового соединения между двигателем и насосом.
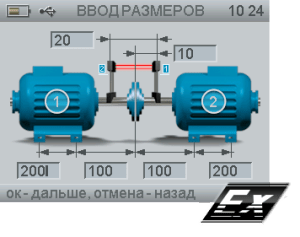
Пошаговые инструкции по выравниванию пары двигатель-насос
- Убедитесь с помощью спиртового уровня, что рама блока правильно установлена на фундаменте. Это делается в продольном и поперечном направлениях.
- Если расстояние между анкерными болтами на раме превышает 800 мм, подложите под раму дополнительные шайбы в центральной точке расстояния между анкерными болтами. Шайбы должны плотно прилегать к раме и фундаменту.
- Ослабьте болты крепления насоса и болты подшипников. Убедитесь, что кронштейн подшипника не подвергается нагрузке.
- Затяните крепежные болты на фундаменте насоса, оставив крепление кронштейна подшипника свободным.
 На рисунке показаны первые несколько шагов выравнивания валов машины.
На рисунке показаны первые несколько шагов выравнивания валов машины.
Дальнейший процесс выравнивания:
- Измерьте зазор между стыками электродвигателя и насоса. Эта величина не должна превышать 3-5 мм. Если это не так, ослабьте крепление двигателя и отрегулируйте двигатель в соответствии с правильными значениями. Когда результат будет получен, зафиксируйте двигатель.
- Проверьте свободное вращение, вручную вращая валы агрегата. Свободное вращение без вибрации указывает на то, что оборудование находится в исправном состоянии.
- Используя червячные зажимы, установите механизм выравнивания на полумуфты. Основная и сопрягаемая части механизма устанавливаются с осевым зазором 2-3 мм между ними. При вращении валов они не должны соприкасаться друг с другом.
- Прикрепите циферблатный калибр к механизму центровки и приступайте к центровке валов двигателя/насоса.
Процесс выравнивания пары двигатель/насос с помощью циферблатного калибратора
С помощью циферблатного калибра измерьте радиальный зазор (A) и угловой зазор (B). Для этого манометры устанавливаются на инструмент таким образом, чтобы их наконечники упирались в полумуфты валов двигателя и насоса. При установке манометров необходимо следить за тем, чтобы они были читаемы.
 Циферблатные индикаторы должны быть установлены так, чтобы их можно было легко прочитать.
Циферблатные индикаторы должны быть установлены так, чтобы их можно было легко прочитать.
Выровняйте штифты индикатора относительно полумуфт со смещением 2-3 мм по шкале. Затем поверните ободки индикаторов, чтобы совместить стрелки с контрольной линией. Измерение начинается в четырех пространственных точках:
- Сначала измерьте расстояния A и B в верхней позиции.
- Поверните валы на 90º в соответствии с направлением вращения привода.
- Снова измерьте зазоры A и B в среднем положении.
- Повторите процедуру для двух других позиций.
Последнее контрольное измерение, пятое, заключается в повторном измерении в верхней начальной точке. Значения измерений в позициях 1 и 5 должны быть одинаковыми.
Последствия смещения вала
Изменения параметров центровки вала (выравнивание) в основном вызывают вибрационные эффекты. Влияние вибрации на сцепление и плотные подшипники очевидно: эти компоненты подвергаются ускоренному износу.
 Таковы последствия посредственного подхода к выравниванию валов машин.
Таковы последствия посредственного подхода к выравниванию валов машин.
Эластичная вставка в муфте изнашивается, подшипники двигателя и насоса и механическое уплотнение выходят из строя. При сильном осевом смещении неизбежен сдвиг вала.
Как центрировать ведомые валы с помощью анализатора часового типа
Практическое обучающее видео о том, как выравнивать валы машин с помощью анализатора циферблатного типа. На видео показана полная последовательность процедуры, демонстрирующая все тонкости выравнивания:
Важными факторами являются агрессивность окружающей среды (уровень пыли), влажность, температурный режим, как максимальный, так и минимальный. Сам насос, его компоненты и сопутствующее оборудование должны соответствовать этим условиям.
Подготовка к установке
Поскольку насос не является статичной конструкцией, а имеет рабочее колесо, вращающееся с высокой скоростью, необходимо приложить все усилия, чтобы не превысить спецификации производителя. Для этого необходимо соблюдать определенные условия, которые предлагаются производителем, но согласовываются с заказчиком.
- Одним из таких условий является предварительное выравнивание соединения насоса и привода. Его необходимо не только выполнять, но и контролировать на протяжении всего срока службы. Ниже мы более подробно объясним, как это сделать.
- Вторым важным условием комфортной работы насоса является регулярный осмотр трубных соединений. Это особенно важно, если компоненты системы частично или полностью демонтированы.
Вертикальные насосы более чувствительны к перекосу, чем горизонтальные. По этой причине стандарт устанавливает более низкие пределы крутящего момента на фланцах. Перегрузка приводит к увеличению вибраций.
Выравнивание
Выравнивание проводится как на больших центробежных, так и на поршневых насосах. Для бытовых насосов это не требуется, поскольку двигатель и насос закрыты и отцентрированы производителем.
- Наиболее важной частью предмонтажной подготовки является выравнивание насоса и редуктора или редуктора и электродвигателя. Суть этой жалобы заключается в следующем.
Выравнивание валов двигателя и центробежного насоса
- Один из валов, обычно вал насоса, принимается за основной вал. Он крепится к раме, а зазоры проверяются штангенциркулем и измерителем зазоров. Аналогичная процедура выполняется для полумуфты двигателя. Если есть какое-либо отклонение, вал двигателя перемещается, чтобы занять правильное положение.
- Это можно сделать с помощью шиммирования или перемещения самого двигателя. Затем снова проверяется ширина концевых зазоров. Насос и ось двигателя будут выровнены только в том случае, если зазоры на полумуфтах одинаковы.
- Кстати, выравнивание компонентов машины необходимо проводить не только перед первым запуском, но и после ремонта и осмотра двигателя. Для этого отсоедините его от насоса и демонтируйте.
- Если рабочие части слегка изношены, их не заменяют, а просто чистят и промывают парафином. Шейки вала шлифуются, растягиваются и собираются. После выравнивания валов двигателя и насоса не должно быть вибрации, шума или нагрева сальника или подшипников.

Передача для центробежных насосов
- При сборке центробежных насосов механики должны соблюдать следующие правила: если насос поставляется с завода в сборе, рабочее колесо совмещено с валом двигателя, но если насос установлен на опорную раму, вал рабочего колеса двигателя совмещен с ней.
Если насос соединен с двигателем через редуктор и промежуточный вал, то сначала редуктор центрируется и фиксируется штифтами. Если насос соединен с двигателем через редуктор и промежуточный вал, то сначала необходимо выровнять редуктор с помощью штифтов.
Читайте далее:- Соединительная муфта для труб: PFPC для чугунных изделий, коробка из ПЭНД, обжимная термоусадочная конструкция для соединений.
- Мотор-редукторы – где они используются и как они работают?.
- Шаговые двигатели: свойства и практические схемы управления. Часть 2.
- Виды передач: конструкция, применение, типы, схемы.
- Характерные неисправности электродвигателей и способы их устранения.
- Векторное и скалярное управление преобразователями частоты – принцип работы, система управления.
- Полезные статьи о том, что такое приказ в электроустановках.